
Article Series
TL;DR — Converting Livestock Manure to Organic Fertilizer
Subcritical water hydrolysis transforms raw livestock manure into premium, pathogen-free organic fertilizer in under an hour, bypassing the months-long delays and odour liabilities of traditional composting.
By replacing open lagoons with sealed hydrolysis systems, farms can completely overhaul their waste economics:
- Unprecedented Speed: Converts 3 tonnes of raw manure into sterile liquid and solid fertilizer in just 30–50 minutes per cycle.
- Nutrient Retention: Prevents the 30–60% nitrogen volatilization (ammonia loss) that occurs during traditional open-air composting.
- Complete Sterilization: Operates at temperatures (150–250°C) that molecularly destroy E. coli, salmonella, weed seeds, and odour-causing compounds.
- Zero Emissions: A fully sealed process that eliminates methane generation and the risk of regulatory fines for runoff or community odour complaints.
Applicable to: Commercial poultry, swine, and dairy operations facing strict environmental compliance laws, high land opportunity costs, or those seeking to sell certified organic fertilizer. (Note: Farms using heavy metal feed additives must monitor output concentration.)
Example: Instead of tying up hectares of land for 6 months to compost swine manure, a 500-head dairy or swine operation can use an on-site hydrolysis unit to process waste daily — converting a $35,000 (~£27,500) annual waste disposal liability into a $150,000+ (~£118,000) commercial fertilizer revenue stream.
Read the full agricultural engineering guide below for N-P-K feedstock analysis, global organic certification standards, and a farm-level ROI calculator. Related: Fishery & Slaughterhouse Wet Waste Treatment · Zero-Emission Industrial Waste Treatment Guide
For the full regulatory, scientific, and economic context behind zero-emission waste processing, read our parent guide: The Ultimate Guide to Zero-Emission Industrial Waste Treatment. This article examines subcritical water hydrolysis — specifically the PHANTOM system — as a high-speed, high-efficiency pathway for converting livestock manure into premium certified organic fertilizer, covering feedstock analysis, process mechanics, pathogen compliance, and ROI modelling for farm directors and agribusiness CFOs. For UK-specific disposal cost modelling, NVZ compliance costs, and a slurry haulage ROI calculator, see our UK farm slurry disposal vs on-site treatment guide.
⚙️ Tanaka's Note: "The most expensive mistake in agricultural waste management is treating manure as a disposal problem. At current organic fertilizer prices, every tonne of unprocessed manure sitting in a lagoon is a revenue stream you are paying to suppress."
Introduction: The Escalating Cost and Environmental Liability of Large-Scale Manure Management
Global livestock operations generate over 5 billion tonnes of manure annually. Without the right processing technology, that waste becomes a regulatory liability, a community relations disaster, and a financial drain — costing farms tens of thousands of dollars per year in land, labor, and compliance costs.
As part of the broader landscape of zero-emission industrial waste treatment, agricultural and livestock waste represents one of the most underutilized opportunities in the circular economy. The global organic fertilizer market is projected to exceed USD $16 billion by 2030, growing at a CAGR of over 11%, driven by surging demand in Europe, North America, and the Middle East — where chemical fertilizer regulations are tightening and soil health is deteriorating.
Yet most livestock operators are still treating manure the way their grandparents did: open lagoons, windrow composting piles, or direct field application. Each method is slow, land-intensive, odor-heavy, and leaves enormous economic value rotting in the field.
The gap between unprocessed manure (near-zero market value, high liability) and premium processed organic fertilizer (USD $300–$800/tonne retail) represents one of the most compelling ROI opportunities in modern agribusiness. Phantom's subcritical water hydrolysis system — the PHANTOM — bridges that gap in 30 minutes per cycle. The gap between unprocessed manure (near-zero value, high liability) and premium processed organic fertiliser ($300–$800/tonne retail) is a capital decision with a calculable payback. For farm-specific throughput sizing and ROI modelling, see the PHANTOM organic waste treatment machine buyer's guide — or request a free farm assessment with output revenue projections.

Why Is the Global Demand for Organic Fertilizer Rising So Rapidly?
Regulatory pressure, soil degradation, and ESG mandates are forcing agribusinesses worldwide to shift from synthetic to organic fertilizers — creating a premium market that well-processed livestock waste can directly supply.
Several structural forces are converging:
Regulatory pressure is accelerating across key markets. The EU's Farm to Fork Strategy targets a 20% reduction in synthetic fertilizer use by 2030. The US EPA's nutrient management rules under the Clean Water Act impose increasingly strict limits on manure runoff into watersheds. In the Middle East, Gulf Cooperation Council nations are investing heavily in food security infrastructure and actively importing organic soil amendments.
Soil degradation is a global crisis. The UN Food and Agriculture Organization estimates that 33% of the world's soils are already degraded. Organic matter — precisely what well-processed manure fertilizer provides — is the single most effective long-term soil amendment available.
ESG compliance is now a board-level mandate. Investors, lenders, and export partners are increasingly screening agricultural suppliers on Scope 3 emissions. Reducing the manufacturing waste carbon footprint through efficient processing is no longer optional — it is a critical metric for circular economy frameworks. A farm that converts 100% of its waste stream into saleable product scores dramatically better on ESG frameworks than one operating open lagoons.
The arbitrage is clear. Raw manure: liability. Processed organic fertilizer: asset. The question is what processing technology closes that gap fastest.
Raw Material Analysis: What's Actually in Your Manure?
Different livestock species produce waste with meaningfully different N-P-K profiles, moisture content, and pathogen loads. Understanding your feedstock is the first step to optimizing your fertilizer output.
| Manure Type | Nitrogen (N) | Phosphorus (P₂O₅) | Potassium (K₂O) | Avg. Moisture | Key Challenge |
|---|---|---|---|---|---|
| Poultry (Chicken) | 3.0–4.5% | 2.5–3.5% | 1.5–2.5% | 30–45% | High ammonia volatilization if not sealed |
| Swine (Pig) | 2.5–3.5% | 2.0–3.0% | 1.5–2.5% | 75–85% | Requires solid-liquid separation; antibiotic residues |
| Cattle (Beef/Dairy) | 1.5–2.5% | 1.0–2.0% | 2.0–3.5% | 80–90% | High fiber, slow decomposition in traditional composting |
| Equine (Horse) | 1.5–2.5% | 0.8–1.5% | 2.0–3.0% | 60–75% | High bedding content (straw/wood chips) |
| Ovine (Sheep/Goat) | 2.0–3.5% | 1.5–2.5% | 2.5–4.0% | 30–50% | Lower volume, excellent K content |
Poultry manure commands the highest nutrient density and, therefore, the highest retail price per tonne when properly processed. However, its ammonia volatilization rate under conventional composting means up to 40–60% of nitrogen off-gases into the atmosphere before it ever reaches a bag or a field — a catastrophic loss of sellable nutrient value.
Swine manure presents a different challenge: its high moisture content (75–85%) makes traditional composting slow and prone to anaerobic conditions, generating hydrogen sulfide and methane. High-moisture feedstocks are actually ideal for subcritical water hydrolysis, which operates in an aqueous environment by design.

Why Is Traditional Manure Composting Costing Your Farm Money?
Traditional open-air manure composting costs UK farms £35–£180/tonne in disposal and land occupation — while simultaneously losing 30–60% of the nitrogen value through ammonia volatilisation before the compost is ever applied.
Four ways conventional composting destroys fertiliser value:
- Nitrogen volatilisation: 30–60% of ammoniacal nitrogen escapes as NH₃ during open windrow composting — a direct loss of sellable nutrient value
- Land occupation: 6-month composting cycle ties up 0.5–1 hectare per tonne/day of productive agricultural land
- Weather dependency: wet winters collapse composting timelines and create nitrate runoff risk into water courses
- Pathogen uncertainty: open piles cannot guarantee pathogen destruction to USDA NOP, EU 1069/2009, or JAS regulatory standards
Applies to: Farms using windrow or in-vessel composting as primary manure management. Does NOT apply to farms with fully enclosed, temperature-monitored in-vessel composting already achieving PAS 100:2018 standards.
Example: A 500-head dairy farm losing 40% of slurry nitrogen to volatilisation during 6-month composting forfeits approximately £17,000 in synthetic nitrogen equivalent per year — a cost that never appears in the composting cost model.
From Tanaka's engineering perspective, the problem with conventional composting is thermodynamic inefficiency. Let's map the cost structure honestly:
1. Land Usage. A windrow composting operation processing 1 tonne/day requires approximately 0.5–1 hectare of dedicated land for active piles, buffer zones, and leachate management. At agricultural land values of $5,000–$50,000/hectare in North America and Europe, this represents massive tied-up capital — land that generates zero direct revenue.
2. Time — the Most Undervalued Input. Conventional aerobic composting takes 3–6 months to fully mature. During this time, your capital (the manure, the land, the labor) is locked in an inventory that cannot be sold. A subcritical hydrolysis cycle completes in 30 minutes.
3. Nutrient Leaching and Volatilization. This is the silent profit killer. During open composting:
- Nitrogen: 30–60% lost as ammonia gas (volatilization) and nitrate runoff (leaching)
- Phosphorus: 15–30% lost to surface runoff
- Potassium: Largely retained, but in less bioavailable forms
If a tonne of raw poultry manure contains $120 worth of recoverable NPK nutrients at retail fertilizer prices, traditional composting destroys $40–$70 of that value before the product ever ships.
4. Odor Liability. Open lagoons and windrow composting generate hydrogen sulfide, ammonia, and volatile organic compounds that travel kilometers under the wrong wind conditions. A single community complaint can trigger a regulatory inspection. Multiple complaints can trigger fines of $10,000–$100,000+ per event in jurisdictions like California, the Netherlands, and Ontario.
5. Pathogen Risk and Regulatory Complexity. USDA NOP (for organic certification), EU Regulation 1069/2009, and equivalent standards in Canada and Australia all have stringent time-temperature requirements for pathogen reduction in composted manure. Proving compliance requires thermometry records, turning logs, and third-party testing — ongoing labor overhead that many operations underestimate.

How Does Subcritical Water Hydrolysis Convert Manure in Just 30 Minutes?
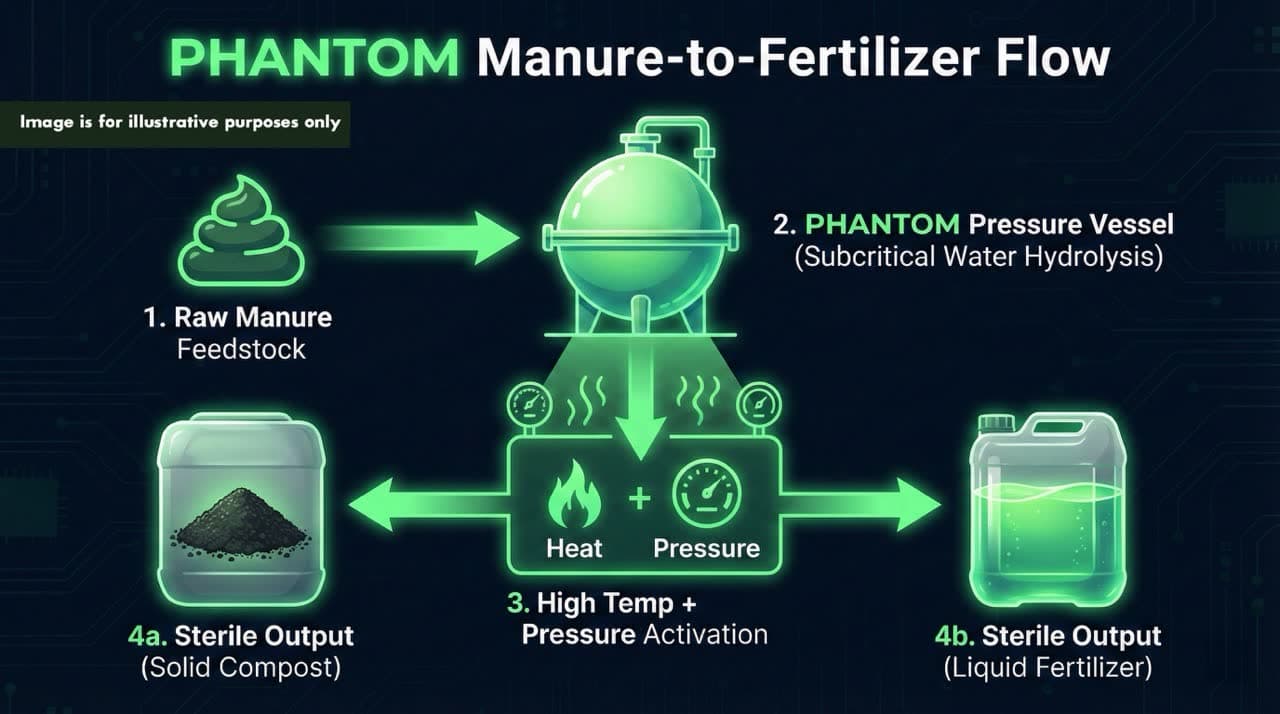
The PHANTOM system uses high-pressure steam and elevated temperature to push water into a subcritical state, where it dissociates into H⁺ and OH⁻ ions that act as highly reactive molecular catalysts — breaking apart organic polymers in under 30 minutes without combustion.
To understand why this is different from composting or incineration, one must look at the core principles of subcritical water hydrolysis technology, which uses high-pressure steam to break down organic structures rather than burning them. Here is the reaction sequence:
Step 1 — Feedstock Loading. Organic waste (manure, food waste, fish offal, etc.) is fed into the PHANTOM's 190cm-diameter stainless steel SUS304 pressure vessel (max input: 3 tonnes/cycle). High-moisture feedstocks like swine manure require no pre-drying — water content is a feature, not a bug.
Step 2 — Subcritical Activation. Steam from the kerosene boiler is introduced into the sealed vessel, raising temperature and pressure toward the subcritical water threshold. In this state, water's ionic product (Kw) increases by several orders of magnitude relative to ambient conditions. Water effectively becomes a simultaneous acid and base catalyst.
Step 3 — Hydrolysis Reaction. H⁺ and OH⁻ ions attack the peptide bonds in proteins, the ester linkages in lipids, and the β-1,4-glycosidic bonds in cellulose — depolymerizing complex organic molecules into amino acids, fatty acids, and simple sugars. Pathogenic cell walls (bacterial membranes, viral capsids) are destroyed at the molecular level. The round-shaped vessel design ensures uniform pressure and temperature distribution across the entire load.
Step 4 — Output Extraction. The cycle completes in approximately 30 minutes of active hydrolysis (total operating time including loading and extraction is approximately 45–50 minutes per cycle). The output is:
- ~60% volume reduction from the input mass
- A sterile, odorless, finely granulated organic solid (compost fraction)
- A liquid fraction rich in dissolved amino acids and minerals (liquid fertilizer precursor)
According to the PHANTOM system specifications, the 3M3 model processes up to 3 tonnes per input cycle, yielding approximately 1.8 tonnes of output product per cycle. At 20–22 operational hours per day, a single unit can theoretically process 12–15 tonnes of raw manure per day.
Does the Hydrolysis Process Kill E. coli and Harmful Pathogens?
Yes — definitively. The combination of high temperature and high pressure in a sealed environment achieves sterilization that exceeds the requirements of every major agricultural regulatory standard in the US, EU, Canada, and Japan. There is no equivalent guarantee with open-air composting.
This is where the PHANTOM separates itself most decisively from conventional methods. Much like the rigorous standards required for infectious medical waste treatment without incineration, the PHANTOM system utilizes high temperature and pressure in a sealed environment to achieve absolute sterilization. Let's compare pathogen destruction benchmarks:
Regulatory Standards for Pathogen Reduction in Fertilizer Production:
| Standard | Requirement | PHANTOM Compliance |
|---|---|---|
| USDA NOP / EPA Part 503 | 55°C for 15 days (windrow) OR 55°C for 3 days (enclosed reactor) | ✅ Far exceeds — higher temp, sealed vessel |
| EU Regulation 1069/2009 (Category 2) | 70°C for 60 minutes (pressure sterilization) | ✅ Exceeds at molecular level |
| Japan Fertilizer Standards | Salmonella non-detectable, E. coli <100 MPN/g | ✅ Sterility confirmed via hydrolysis destruction |
| Canadian CFIA Compost Standards | 55°C for 3 days (in-vessel) | ✅ Exceeds significantly |
The critical distinction: conventional composting relies on biological pathogen destruction — sustained high temperature maintained by microbial exothermic activity. This requires precise C/N ratio management, moisture control, and regular turning. If any of these variables fail, pathogen destruction is incomplete.
Subcritical water hydrolysis achieves chemical-physical destruction. At the temperatures and pressures involved, protein denaturation is instantaneous. E. coli, Salmonella, Campylobacter, and even antibiotic-resistant bacteria cannot survive the H⁺/OH⁻ molecular bombardment in a sealed vessel. Viral pathogens (e.g., avian influenza, swine influenza) are structurally destroyed — their lipid envelopes and protein capsids hydrolyze completely.
For operations in the EU and North America seeking OMRI certification or equivalent organic input approval, the ability to document sealed-vessel, time-temperature-pressure logs for every batch is a significant compliance advantage over composting operations that depend on manual thermometer readings and turning records.

What Is the Nutritional Value of Hydrolysis-Processed Fertilizer?
Because the PHANTOM system operates in a closed, sealed vessel, it retains nitrogen, phosphorus, and potassium that would otherwise volatilize or leach during open composting — producing a nutrient-dense output that commands premium retail pricing.
The closed-system advantage is profound from a nutrient economics perspective. Every kilogram of nitrogen that escapes as ammonia gas during composting is a kilogram you cannot sell. The PHANTOM's sealed vessel prevents this loss entirely.
Nutrient Retention Comparison: Traditional Composting vs. PHANTOM Hydrolysis
| Nutrient | Traditional Composting Retention | PHANTOM Hydrolysis Retention |
|---|---|---|
| Nitrogen (N) | 40–70% (30–60% lost to volatilization/leaching) | ~85–95% (sealed system, no gas escape) |
| Phosphorus (P) | 70–85% | ~90–95% |
| Potassium (K) | 75–90% | ~90–95% |
| Amino Acids | Largely destroyed | Preserved as hydrolyzed protein fractions |
| Pathogens | Conditionally destroyed | Unconditionally destroyed |
The liquid fraction output — produced when high-moisture feedstocks are processed — is particularly valuable. This liquid contains dissolved amino acids, humic precursors, and mineral complexes in a plant-bioavailable form. The PHANTOM specification notes this can be diluted approximately 500 times with seawater (80% seawater composition) to produce a liquid fertilizer that demonstrates accelerated crop growth versus conventional products — for the full nutrient profile and peer-reviewed crop trial data, see our SWH liquid fertilizer nutrients and crop trials guide.
For high-value crops (vegetables, fruits, specialty grains), liquid amino acid fertilizers currently retail at $15–$40 per litre at wholesale and $50–$120 per litre at retail — versus the near-zero value of the liquid fraction from an open lagoon operation.

Fermentation Method Comparison: Which Processing Approach Is Right for Your Scale?
Traditional manure processing methods each have fundamental constraints that the PHANTOM system eliminates. The right choice depends on your operation's scale, climate, land availability, and target output market.
| Method | Processing Time | Land Required | Pathogen Control | Output Quality | Climate Sensitivity |
|---|---|---|---|---|---|
| Windrow Composting | 3–6 months | High (0.5–1 ha/tonne/day) | Conditional | Variable | High (rain, frost risk) |
| In-Vessel / Tank Composting | 15–30 days | Medium | Better, but not guaranteed | Good | Medium |
| Anaerobic Digestion (Biogas) | 20–40 days | Medium | Partial | Digestate (needs further processing) | Low |
| PHANTOM Subcritical Hydrolysis | 30 minutes/cycle | Very low (plant yard only) | Unconditional | Premium (sterile, high-nutrient) | None (enclosed system) |
Geographic Considerations:
In regions with large land holdings (US Midwest, Australian outback), windrow composting has historically been cost-effective purely because land was cheap. As land values rise and environmental regulations tighten, this equation is reversing.
In cold climates (Canada, Northern Europe, Northern Japan), winter composting is severely impaired — microbial activity drops dramatically below 10°C. The PHANTOM, being a mechanically heated enclosed system, operates identically at -30°C ambient as it does at +40°C. Zero climate dependency.
In the Middle East and Gulf region, extreme heat accelerates moisture evaporation from composting piles, killing microbial activity and producing a low-quality, partially sterilized product. Simultaneously, these markets have the highest demand for premium organic fertilizer due to food security initiatives (Saudi Vision 2030, UAE food independence programs). The PHANTOM is purpose-suited to this market: enclosed, climate-independent, and capable of producing export-quality certified organic fertilizer.

Quality Control and Global Compliance Standards
Fertilizer produced by the PHANTOM system can meet or exceed the quality certification requirements of all major global markets — including USDA NOP, EU organic regulations, and Japan's JAS standard — because the closed-vessel process produces verifiable, batch-documented sterilization and nutrient data.
Maturity Indicators for PHANTOM-Processed Output:
Unlike composting, where maturity assessment requires biological testing (germination index, oxygen consumption rate, Dewar self-heating test), PHANTOM output arrives in a physically stable, low-moisture, sterile state from cycle 1. Key quality markers:
- Color: Dark brown to black (indicates full humification of organic material)
- Odor: Neutral to mildly earthy — no hydrogen sulfide, no ammonia
- Germination Index (GI): Should exceed 80% for crop safety — achievable with proper dilution of the liquid fraction
- Heavy Metals: Must meet market-specific limits (EU: Cd <3 mg/kg DM; US EPA Part 503: multiple thresholds). Heavy metal content is a function of the input feedstock, not the processing technology — source material selection matters
- Antibiotic Residues: A growing concern in livestock manure from medicated herds; high-pressure hydrolysis degrades many antibiotic compounds, though third-party testing for market export compliance is recommended
Key Certifications by Market:
| Market | Relevant Standard | PHANTOM Advantage |
|---|---|---|
| USA | USDA NOP, EPA 503B | Sealed-vessel batch records satisfy sterilization documentation |
| EU | EC 2019/1009, Regulation 1069/2009 | Pressure sterilization pathway explicitly recognized |
| Canada | CFIA Fertilizer Act | In-vessel treatment pathway fully compliant |
| Japan | JAS Organic, Fertilizer Control Law | Sealed-vessel batch records support JAS organic certification documentation |
| Middle East / GCC | ESMA (UAE), SASO (Saudi Arabia) | Emerging organic standards; early mover advantage |
Climate-Specific Management Strategies
The PHANTOM's enclosed, mechanically heated design makes it uniquely climate-agnostic — delivering identical processing performance in a Canadian winter at -30°C or a Saudi summer at +50°C, where traditional composting would fail entirely.
Cold Climate Operations (Canada, Northern Europe, Russia, Northern Japan):
Traditional composting in sub-zero winters faces a fundamental biological problem: the microbial communities responsible for thermophilic composting become dormant below 10°C. Operators who rely on composting face a 4–6 month "dead season" where manure accumulates in storage, generating methane and ammonia while regulatory liability accrues.
The PHANTOM operates on kerosene boiler heat — external ambient temperature is irrelevant to the reaction chamber. A farm in Alberta or Finland can process manure identically in January as in July, eliminating seasonal inventory buildups and their associated storage costs.
Arid/Hot Climate Operations (Middle East, North Africa, Australia):
In hot-arid climates, composting faces the inverse problem: evaporation. Maintaining the 50–60% moisture content essential for microbial activity in a 45°C environment with 10% humidity requires constant water addition and monitoring. A 1-tonne composting pile in Riyadh may require 200–400L of additional water per week to maintain viability.
The PHANTOM uses water as the reaction medium — moisture is controlled and internal to the sealed process. No evaporative loss. No supplemental water management overhead. And critically, the output of the PHANTOM contains reduced moisture compared to high-water-content inputs, producing a shelf-stable, exportable product with no special refrigeration or climate-controlled storage requirements.
Reality Check: Three Technical Questions Every Serious Buyer Should Ask
The science behind subcritical water hydrolysis is well-established. But like any capital equipment decision, the devil is in the operational details. Here are the three questions that a rigorous due-diligence process must answer before committing.
Phantom's credibility depends on transparency. Overclaiming is the fastest way to lose an engineering buyer's trust. So here, without softening the edges, are the legitimate technical scrutiny points for any hydrothermal processing system at this scale.
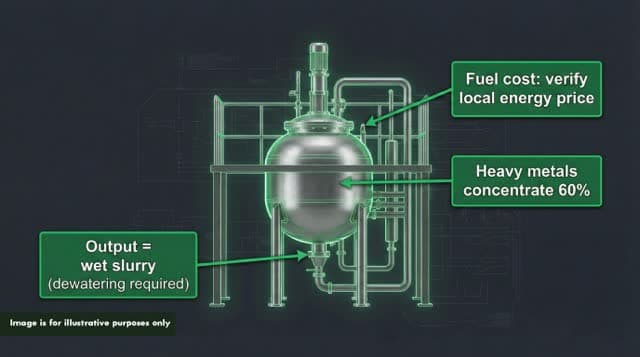
Question 1: Is the Output Really a "Dry Granule" Out of the Vessel — or a Wet Slurry?
Hydrothermal hydrolysis is by definition an aqueous process. You are introducing steam and pressure into a vessel containing wet organic material. The primary output of the reaction is a hot, wet slurry — a mixture of liquid (rich in dissolved amino acids, minerals, and organic acids) and a soft, semi-solid hydrochar fraction.
The claim of a "finely granulated solid" output requires scrutiny. Unless the PHANTOM system incorporates a rapid mechanical dewatering stage (e.g., a screw press or centrifuge) and/or a flash-drying phase within the same operational cycle, the solid fraction you extract from the vessel will require additional post-processing time and equipment before it resembles a shelf-stable, granulated fertilizer product.
What to verify during a site visit or specification review:
- Does the quoted 30-minute cycle include a dewatering step, or does dewatering happen downstream on a separate line?
- What is the moisture content (%) of the solid output at the vessel exhaust port — before any additional drying?
- Is post-processing drying equipment included in the quoted system footprint and CAPEX, or is it sold separately?
- What is the expected output moisture at the point of bagging for commercial sale?
This is not a disqualifying issue — hydrothermal systems routinely pair with downstream dryers or presses, and the liquid fraction itself has high independent value as a liquid fertilizer. But the total processing footprint and total cycle time must be understood accurately to model your true operational throughput and cost.
Question 2: What Is the Real Fuel Cost Per Cycle — and How Does It Scale with Energy Prices?
The specification references an operating cost of approximately ¥5,000 per cycle (roughly USD $33 at current exchange rates) for the kerosene boiler. This deserves careful thermodynamic scrutiny.
Heating a 3-tonne steel pressure vessel — filled with wet organic slurry (specific heat capacity close to water, approximately 4.18 kJ/kg·K) — from ambient temperature to near-subcritical conditions requires a substantial energy input. Back-of-envelope thermodynamics: raising 3,000 kg of water-equivalent mass by even 100°C requires approximately 1,255 MJ of thermal energy (~349 kWh equivalent). Approaching subcritical conditions demands far more. Kerosene contains roughly 43 MJ/kg (~12 kWh/kg).
The ¥5,000/cycle figure may reflect Japanese domestic kerosene pricing at the time of specification. If your operation is in Europe, the Middle East, or North America, your local fuel pricing is what matters. The key questions:
- What is the measured kerosene consumption (in kg or litres) per cycle — not just the JPY cost estimate?
- Does the system recover or recycle heat between cycles (heat exchanger between exhaust steam and incoming feedstock)?
- What is the total thermal efficiency rating of the boiler-vessel system?
If fuel costs are 2–3× higher in your location than baseline Japanese pricing, your per-cycle OPEX could be $66–$99 rather than $33. At 15 cycles/day, that difference compounds to $165,000–$360,000 per year. Always model OPEX using your local energy price, not the published JPY estimate.
Question 3: Does Volume Reduction Concentrate Heavy Metals — and Does That Affect Certification?
The PHANTOM system reduces input volume by approximately 60%. This is one of its headline advantages. However, there is an important corollary: if the input feedstock contains heavy metals, those metals are concentrated proportionally in the solid output fraction.
This is not unique to the PHANTOM — it is a fundamental consequence of any volume-reduction technology. But it is particularly relevant for:
- Swine manure, where copper (Cu) and zinc (Zn) are routinely supplemented in feed as growth promotants, often at levels that push manure toward regulatory thresholds
- Poultry manure from operations using arsenic-based feed additives (historically common; now banned in most markets but residual contamination exists)
- Any feedstock from medicated or intensively supplemented herds
A 60% volume reduction means that if your raw swine manure contains 200 mg/kg dry weight of copper, the output solid product may contain approximately 330–400 mg/kg Cu — potentially approaching or exceeding the EU's organic fertilizer copper threshold of 300 mg/kg (EC 2019/1009 limit for Category PFC 1(A)(I) organic soil improvers).
What this means in practice:
- Test your raw feedstock for heavy metals (Cu, Zn, As, Cd, Pb, Hg, Cr) before committing to a certification pathway
- Select a certification target that is achievable given your input contamination level — and account for the concentration multiplier
- Consider blending high-contamination feedstocks with lower-contamination inputs (e.g., mixing swine manure with chicken or cattle manure) to dilute the heavy metal load before processing
- This is a feedstock management issue, not a process defect — but it requires proactive planning
The Money Shift: Stop Paying to Manage Waste Lagoons. Start Running a Fertilizer Business.
The PHANTOM system transforms manure from a cost center with five-figure annual liabilities into a revenue stream generating $300–$800 per tonne of saleable organic fertilizer. For a 500-head dairy operation, that is the difference between losing money on waste management and generating $150,000–$400,000 annually from your waste stream.
Let's close with the numbers — because that is what this ultimately comes down to.
Illustrative Annual Cost-Benefit Analysis: 500-Head Dairy Operation
| Cost Category | Traditional (Lagoon + Composting) | PHANTOM System |
|---|---|---|
| Land dedicated to manure management | 2–4 hectares × land value/opportunity cost | Plant yard only |
| Annual labor (manure turning, monitoring) | $25,000–$60,000 | Minimal (automated cycle management) |
| Regulatory compliance / odor incidents | $5,000–$50,000 (variable; catastrophic risk) | Near-zero (sealed, odorless) |
| Annual operating cost (fuel) | Variable (equipment, irrigation of lagoon) | ~¥5,000 (~$33 USD)/cycle (kerosene boiler) |
| Annual revenue from fertilizer sales | $0–$15,000 (low-grade bulk compost) | $150,000–$400,000 (premium processed organic) |
| ESG/CSR value | Liability | Asset (Zero-emission claim, circular economy) |
The PHANTOM 3M3 system weighs 12 tonnes total and occupies a 5×7×7m footprint. For most medium-to-large livestock operations, this is a single-shed installation — not a major civil works project.
From Avery's perspective: this is not a waste management investment. This is a product line launch. Your farm's manure stream is a raw material supply chain. The PHANTOM is the factory. The organic fertilizer market is your customer. This transformation highlights the key operational benefits of the PHANTOM system: turning a cost center into a revenue stream generating $300–$800 per tonne. To analyze how this system fits your specific facility's throughput, contact our engineering team for a detailed site assessment.
Use the calculator below to model your own operation's ROI:
Manure-to-Fertilizer ROI Estimator
Compare your current waste management costs against PHANTOM hydrolysis revenue potential.
Your Operation
Estimated Annual Impact
* Assumes ~60% volume yield, 300 operating days. Actual results vary. Contact Phantom Ecotech for a site-specific assessment.
Livestock Operation Compliance Checklist
Get a site-specific feasibility report for your operation — including estimated CAPEX recovery timeline.
Request a Custom ROI Assessment →
⚠️ Disclaimer: The information provided in this article is for general informational purposes only and does not constitute legal, regulatory, financial, or agronomic advice. Fertilizer output specifications, pathogen destruction claims, nutrient retention figures, and financial projections are illustrative and based on laboratory conditions and operator-reported data. Actual results will vary based on feedstock composition, regional regulations, equipment configuration, and operational practices. Always conduct independent testing, seek qualified professional advice, and verify compliance with applicable local, national, and international standards before commencing commercial operations or making purchasing decisions.
Frequently Asked Questions
Each hydrolysis cycle takes approximately 30 minutes of active processing. Including loading and extraction, total operational time per cycle is approximately 45–50 minutes. At 20–22 hours of daily operation, a single PHANTOM 3M3 unit can process 12–15 tonnes of raw manure per day — approximately 3,000–9,000 times faster per batch than conventional composting.
The immediate output of the hydrolysis reaction is a hot, wet slurry — a liquid-rich mixture of dissolved organics and a soft hydrochar-like solid fraction. Depending on the system configuration, this passes through a dewatering stage and drying step before reaching shelf-stable granulated form. The liquid fraction is itself a high-value liquid fertilizer. Always ask Phantom what the moisture content is at the vessel exhaust port and whether downstream dewatering equipment is included in the quoted system.
PHANTOM output is sterile from cycle 1 — there is no biological maturity waiting period. The germination index (GI) of the diluted liquid fraction should exceed 80% for crop safety, verifiable with a 7-day seed germination test. Once properly dewatered and dried, the solid fraction should present as dark brown and odorless. Formal crop safety testing (GI, EC conductivity) is recommended before first commercial sale.
Granulation increases the product's market value by 40–80% by enabling mechanical spreading compatibility, a slow-release nutrient profile, reduced caking during storage, and export shipping without special handling. The hydrolysis vessel produces a wet slurry as its primary output — granulation occurs downstream via dewatering and drying equipment. For operations targeting retail or wholesale fertilizer markets, post-PHANTOM granulation is strongly recommended. Direct land application of the dewatered solid fraction without granulation is also valid for on-farm use. Always confirm with Phantom whether dewatering and drying equipment is included in the quoted CAPEX or sold separately.
The high-pressure, high-temperature subcritical water environment degrades many antibiotic compounds — tetracyclines, fluoroquinolones, and sulfonamides show significant degradation under hydrothermal conditions in peer literature. However, for operations targeting markets with explicit antibiotic residue testing requirements (EU, Japan), third-party testing of PHANTOM output from your specific feedstock is recommended to establish a compliance baseline.
Yes — this is a real consideration that requires proactive planning. A 60% volume reduction concentrates heavy metals in the solid fraction by a proportional factor. For swine manure where copper (Cu) and zinc (Zn) are common feed supplements, the output solid could approach or exceed organic certification thresholds (e.g., EU limit: 300 mg/kg Cu). Test your raw feedstock for heavy metals before designing your certification strategy, and consider input blending to manage the concentration. This is a feedstock management issue, not a flaw in the process.
Glass, metal, and stone cannot undergo hydrolysis and must be separated prior to loading. For mixed waste streams, basic pre-sorting is required. Phantom designs custom configurations — including crusher and conveyor options — to match specific waste compositions and separation needs.
Related reading: farm waste treatment machine — ROI Calculator & Specs | Zero-Emission Industrial Waste Treatment | UK Farm Slurry Disposal vs On-Site Treatment: NVZ ROI Guide | ROI of an Industrial Waste Processing Machine: A CFO's Guide | Contact Phantom for a site-specific consultation →


