
Core Technology
Subcritical Water Hydrolysis System
PHANTOM harnesses water heated to 100–374°C under pressure to rapidly decompose organic waste into reusable resources — safely, cleanly, and at industrial scale.
Operating Pressure
Sealed vessel
Max Temperature
Subcritical range
Sterilisation Rate
Pathogen elimination
Per Cycle
Up to 3 tonnes per batch
How It Works
The Four-Step Hydrolysis Process
A precise, repeatable cycle that transforms waste at a molecular level — in just 30 minutes.

Organic Waste is Loaded
Organic waste is loaded into the sealed round vessel — no pre-drying or chemical additives required.
- Accepts food waste, manure, clinical waste, PPE
- Sealed lid engages — zero odour release
Water Becomes a Molecular Catalyst
At ~200°C and ~20 bar, water dissociates into H⁺ and OH⁻ ions at 1,000× ambient ionic activity — breaking polymer bonds without acid or solvent.
- ~200°C · ~20 bar operating conditions
- H⁺/OH⁻ ions act as molecular-weight blades
Click to run cycle
30 Minutes to Complete Decomposition
Organic polymers are broken down through vigorous hydrothermal purification — complete sterilisation, no flame.
- Log 6 pathogen reduction
- Zero dioxins — no combustion

Three Output Streams with Commercial Value
Sterile compost, solid bio-fuel (~5,000 kcal/kg), and liquid fertilizer — zero landfill, zero disposal contracts.
Complete the cycle to unlock this step.
The Science
How Subcritical Water Hydrolysis Works
Explore each stage of the molecular decomposition process — from pressurised water to complete polymer breakdown
Step 1
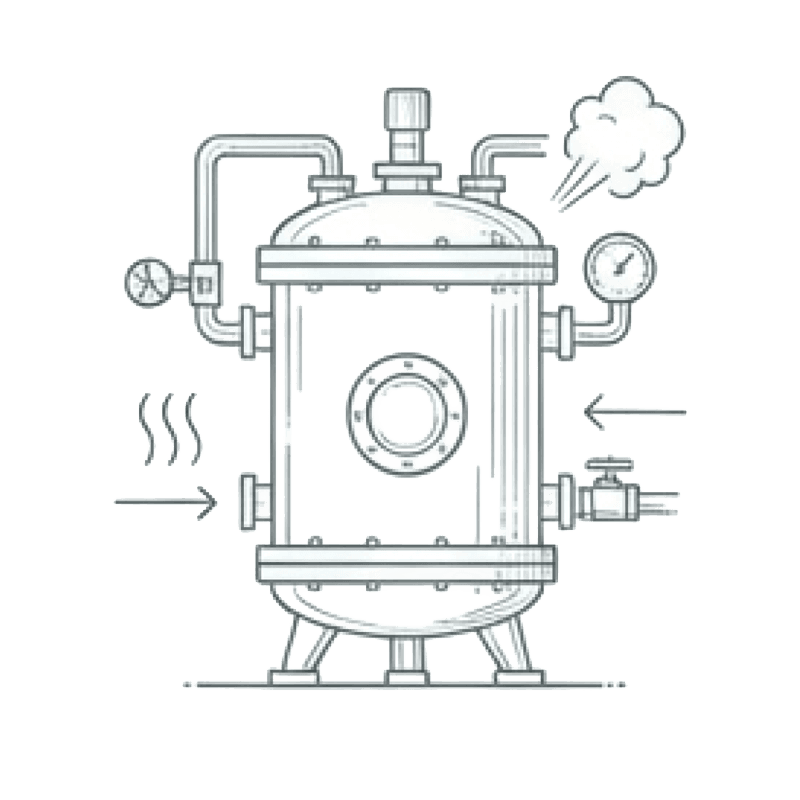
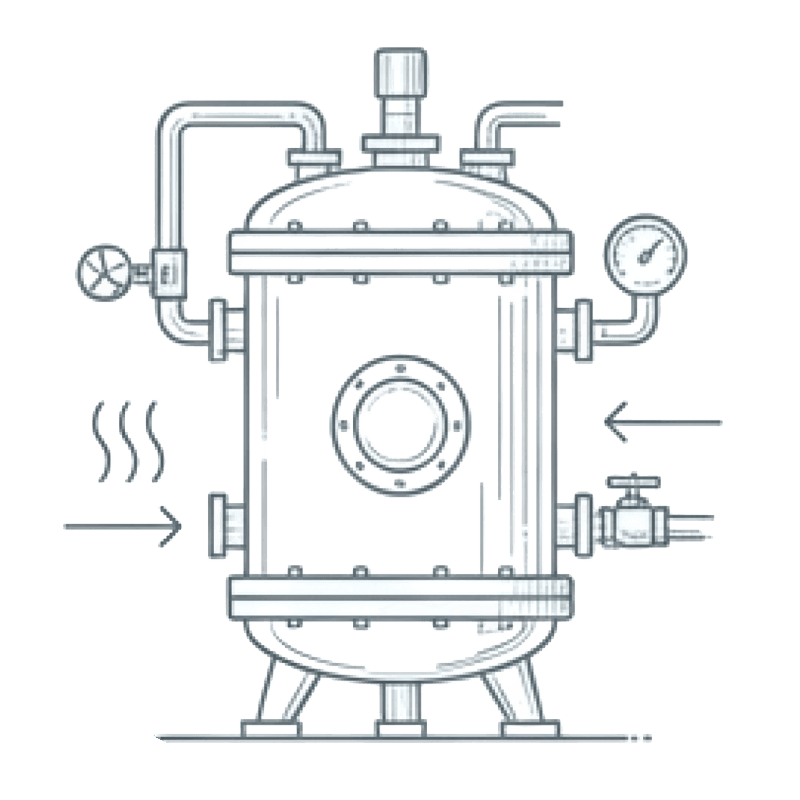
Subcritical Reactor
Sealed Pressure Vessel
Organic waste is loaded into the sealed round-type processing furnace. Superheated steam is injected, raising the internal temperature to 100–374°C under high pressure (up to 22.1 MPa) — creating subcritical water conditions.
100–374°C
Temperature
Up to 22.1 MPa
Pressure
30 minutes
Cycle Time
The Science
What is Subcritical Water?
Below the critical point (374°C, 22.1 MPa), pressurised water exhibits dramatically enhanced ionic properties — achieving in 30 minutes what takes nature decades, without any harmful byproducts.
At these conditions, water molecules dissociate into hydrogen and hydroxide ions far more readily than at ambient conditions. These ions act as powerful catalysts, breaking apart complex organic polymer chains rapidly and completely.
Why Subcritical?
It acts as a universal solvent — dissolving organic bonds instantly without combustion. No smoke, no toxic ash, no afterburner required. Just water, heat, and pressure.
100–374°C
Temperature Range
Subcritical thermal window
Up to 22.1 MPa
Pressure
High-pressure sealed vessel
1,000×
Ionic Activity
Greater than ambient water
~30 min
Process Time
Per complete cycle
None
Toxic Byproducts
Zero harmful emissions
The Machine
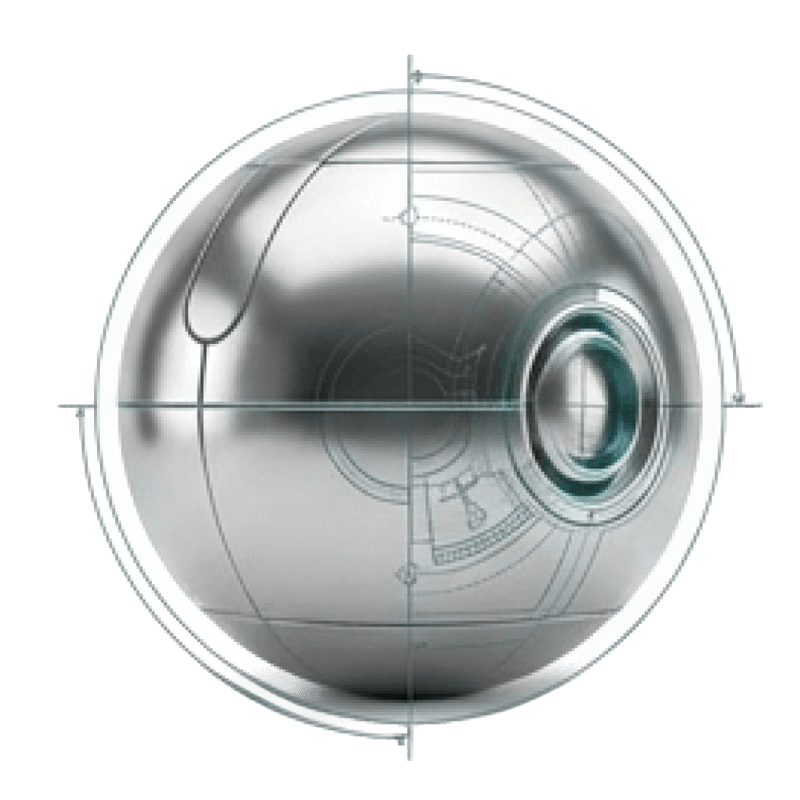
A Spherical Revolution in Waste Processing
Click on any feature around the PHANTOM to explore its engineering
Explore PHANTOM Engineering
Click on any feature label around the sphere to learn about that aspect of the PHANTOM system
Automated Processing Cycle — 30 to 50 minutes total
Input
Waste and water fed into spherical furnace
Boiler
Steam injection creates subcritical state
Reaction
Reactor rotates for uniform processing (~30 min)
Output
Sterile powder or liquid discharged
Engineering
Engineering Advantages
Purpose-built hardware decisions that directly improve performance, durability, and safety.
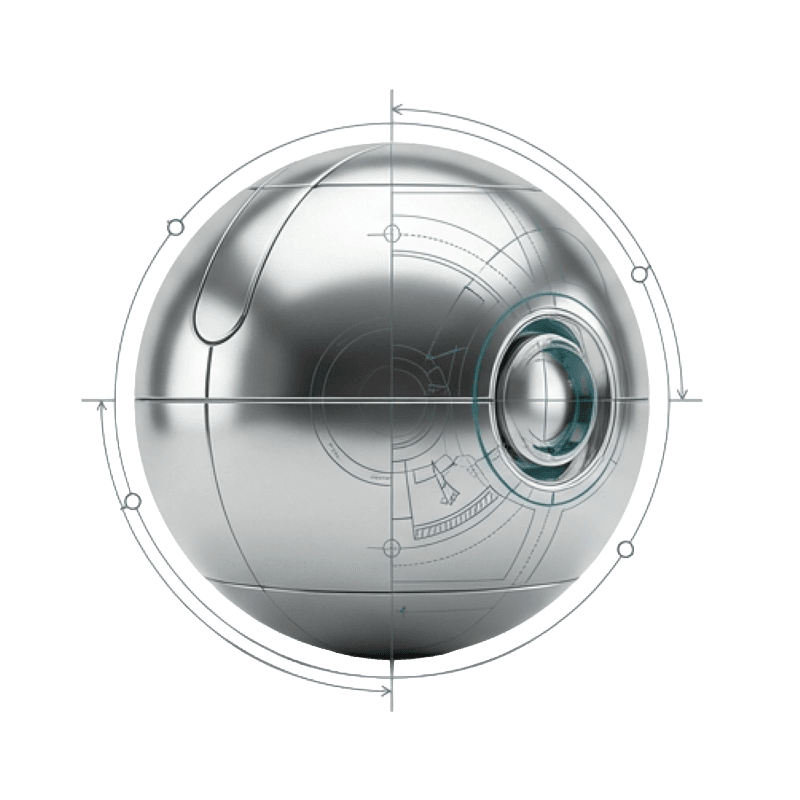
Patented Spherical Vessel
Even Pressure Distribution
The round-type furnace eliminates stress concentration points found in flat-walled reactors — distributing internal pressure uniformly across the entire surface.
- No hot or cold spots
- Eliminates weld fatigue zones
- 10-year structural service life
Sealed Hydrothermal Chamber
Zero Atmospheric Contact
The fully enclosed reaction environment prevents any gas exchange with the outside — containing all odours, steam, and byproducts within the vessel.
- No odour leakage
- No airborne pathogen release
- Indoor installation safe
Containerised Modular Build
Pre-Assembled Deployment
Each unit ships as a self-contained module — boiler, reactor, and control system pre-integrated. Minimal civil works required on-site.
- Plug-and-operate design
- Scalable from 0.5t to 3t
- Relocatable between sites
Safety
Safety & Compliance
Engineered for high-pressure environments with redundant safety systems and international certifications.
Pressure Vessel Certifications
- ASME Boiler & Pressure Vessel Code
- PED (Pressure Equipment Directive) compliant
- CE marking for EU markets
- KS (Korean Standards) certified
Emergency Safety Systems
- Automatic emergency shut-off on overpressure
- Dual-redundancy safety relief valves
- Real-time PLC monitoring of temperature & pressure
- Audible and visual alarm systems
Operational Safeguards
- Odour Control: 100% sealed system — zero atmospheric contact during operation
- Interlock system prevents opening under pressure
- Automated pressure release before lid opening
- Operator training included with every installation
System Schematic
Mechanical Process Flow
A simplified P&ID-style overview of the PHANTOM system — from waste input to resource output.
Input Hopper
Waste loaded
Grinder
Size reduction
Feed Pump
Into reactor
Reactor
Hydrolysis 374°C
Flash Tank
Pressure release
Separator
Solid / liquid
Output
Compost · Feed · Fuel
Input Hopper
Waste loaded
Grinder
Size reduction
Feed Pump
Into reactor
Reactor
Hydrolysis 374°C
Flash Tank
Pressure release
Separator
Solid / liquid
Output
Compost · Feed · Fuel
Boiler supplies superheated steam to the reactor. PLC control system monitors temperature, pressure, and cycle timing throughout. Condensate is recovered and recirculated.
Technology Comparison
Hydrolysis vs Incineration vs Autoclave vs Composting
Each waste treatment technology operates on fundamentally different physics. The comparison below focuses on technology metrics — not cost — so you can evaluate the right process for your waste stream and regulatory requirements.
| Metric | SWH (PHANTOM) | Incineration | Autoclave | Composting / AD |
|---|---|---|---|---|
| Temperature | 150–374°C (subcritical) | 850–1,200°C (combustion) | 121–134°C (steam) | 20–70°C (biological) |
| Operating pressure | ≤22.1 MPa | Atmospheric (open flame) | 101–300 kPa | Atmospheric |
| Cycle time | 30 minutes | Continuous / 24–48h | 45–90 minutes | 3–6 months / 20–40 days (AD) |
| Pathogen kill rate | >99.9999% (6-log) | >99.9999% | >99.9999% (validated) | Variable — not guaranteed |
| Dioxin/furan output | Zero — no combustion | Yes — regulated threshold | Zero | Zero |
| Plastic processing | Yes — solid fuel output | Yes — fly ash residue | No | No |
| Outputs with value | Compost, fuel, fertiliser | Heat energy only | Sterile solid waste | Compost only |
| Volume reduction | ~60% | ~90% (but toxic ash) | ~30% | ~40–60% |
| Suitable for medical waste | Yes — IStAATT Level III | Yes | Yes — limited categories | No |
| GHG / carbon exposure | None | EU ETS from 2028 (~€65–130/t) | Low | CH₄ if uncontrolled |
| Planning complexity (UK) | Low — no air permit | High — 5–10 years | Medium | Medium-high (AD) |
For cost-based comparison, see the medical waste TCO guide and subcritical water hydrolysis explainer.
Ready to Evaluate PHANTOM for Your Site?
Request a technical datasheet, calculate your potential savings, or book an on-site assessment with our engineering team.
Frequently Asked Questions
No. PHANTOM is designed for touch-button operation and runs autonomously once a cycle is started. The PLC control system manages temperature, pressure, and timing automatically, with remote monitoring capability via a standard HMI panel. A single trained staff member can oversee the system while attending to other duties. Full operator training is included with every installation.
The system includes a pre-sorting and grinding stage before the reactor. Small contaminants such as plastic fragments, labels, or minor metal traces are tolerated — the hydrolysis process will break down most plastics and organic polymers. However, glass, metal, and stone cannot be processed and must be removed during pre-sorting. The reactor vessel is built from SUS 304 stainless steel and is engineered to handle incidental contaminants without damage or operational failure.
Yes. The liquid byproduct is sterile and typically meets standard BOD/COD limits for municipal sewer discharge. Because the subcritical process fully sterilises and decomposes organic matter, the effluent is significantly cleaner than untreated industrial wastewater. Exact discharge compliance depends on local regulations — we assist customers with water quality testing and local permitting documentation.
The boiler requires approximately 50–80 kW equivalent of fuel input to reach operating temperature. Once the reactor reaches subcritical conditions, the hydrolysis reaction is exothermic — it generates heat. If the solid fuel output (~5,000 kcal/kg) is utilised for energy recovery, the net energy balance becomes positive. Many operators recirculate the bio-fuel to partially offset the boiler's fuel consumption, reducing ongoing operating costs further.