
Article Series
TL;DR — Engineering Specification Summary
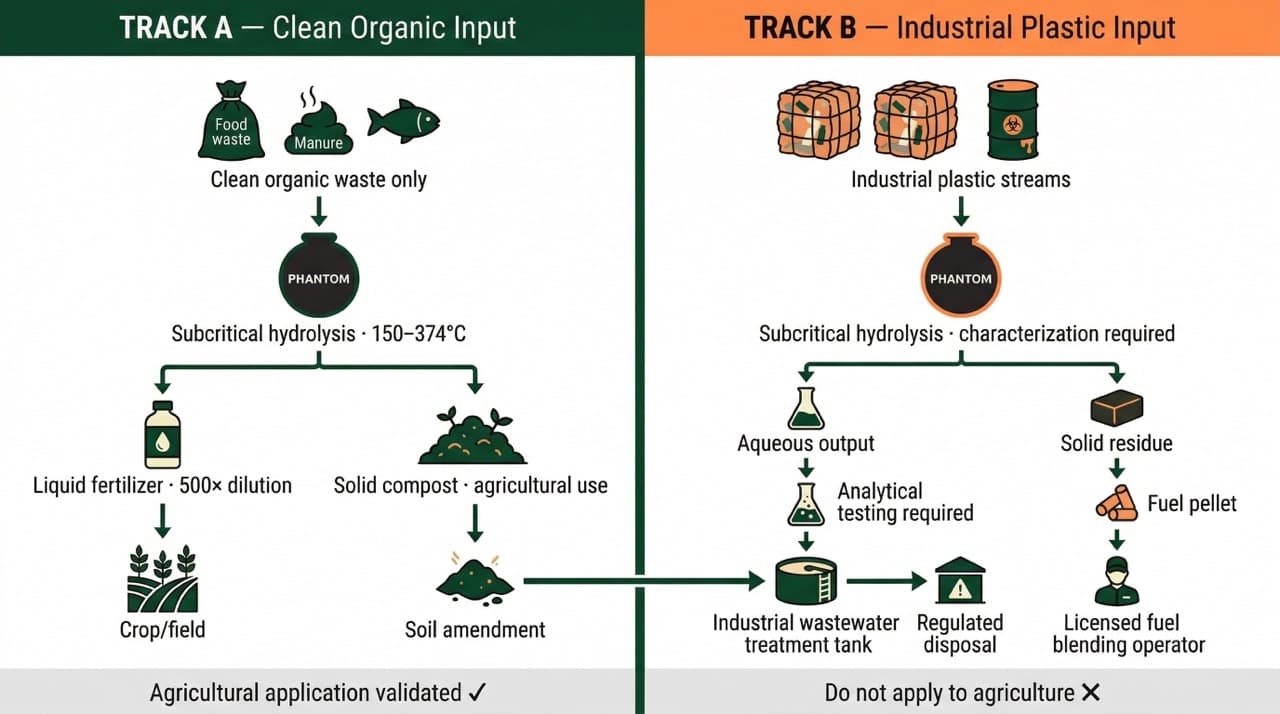
Industrial plastic waste must be assigned to one of two processing tracks before any PHANTOM system specification is made. Track A applies to clean organic streams (food waste, livestock manure, fishery residues, agricultural byproducts) where subcritical hydrolysis produces validated liquid fertilizer and compost outputs. Track B applies to mixed industrial plastic streams, where hydrolyzable polymers (PET, Nylon, PLA, polyurethanes) convert to organic fractions but hydrolysis-resistant polyolefins (PE, PP, PS) persist as fuel-suitable solid residue — and all aqueous output requires laboratory characterization before any disposal or application pathway is determined.
The standard PHANTOM vessel uses SUS 304 stainless steel, which is not confirmed suitable for chlorinated waste streams (PVC, PCB-contaminated materials) without explicit manufacturer engineering review. Facilities with PCB or chlorinated streams must contact Phantom Ecotech directly — do not self-specify vessel material suitability. Applicable facilities include chemical manufacturing, composite and electronics production, food processing (Track A), and any industrial operation generating mixed polymer waste that cannot enter mechanical recycling streams.
Tanaka's Note: "The most expensive mistake in industrial waste engineering is applying the right technology to the wrong input specification. Optimization of the hydrolysis reaction begins with an honest waste audit — not a sales brochure."
Introduction
Industrial facilities managing mixed plastic waste, organically contaminated polymers, and difficult-to-treat composite materials are operating in a narrowing compliance corridor. Mechanical recycling was engineered for clean, single-stream thermoplastics. Landfill is a liability that compounds annually. Incineration of chlorinated streams generates dioxins and faces increasing regulatory restriction across the EU, UK, and North American jurisdictions.
As part of The Ultimate Guide to Zero-Emission Industrial Waste Treatment, this article examines subcritical water hydrolysis technology — specifically the PHANTOM system — as a treatment pathway for difficult industrial plastic streams. It does so with technical precision: clearly defining which waste streams are appropriate, which require custom engineering specification, and which claims require independent validation before regulatory reliance.
The target reader is a plant engineer or environmental compliance manager. This article will not oversimplify. Where the technology has demonstrated capability, that is stated. Where the engineering presents unresolved questions or requires site-specific consultation, that is also stated.

Why Does Mechanical Recycling Fail on Difficult Industrial Plastic Streams?
The core failure is structural, not economic. Mechanical recycling depends on consistent polymer morphology and the absence of hazardous contamination. Neither condition exists in most industrial mixed plastic waste.
Four categories of materials — often found in sectors ranging from heavy manufacturing to medical waste management — defeat mechanical recycling at the molecular and structural level:
Multi-Layer Composite Films and Rigid Laminates: Materials bonded from dissimilar polymers — PE/EVOH/PET tri-laminates, vapor-barrier films, chemical storage liners — cannot be mechanically separated without destroying both layers. Melting produces a contaminated, phase-separated blend with no commercially viable application.
Thermoset Plastics (Epoxy, Polyurethane, Phenolic Resins): Thermosets do not have a melt phase. Cross-linked polymer chains formed during curing are permanent. No extruder or conventional thermal process returns them to a processable state. Facilities generating thermoset offcuts from composite manufacturing, electrical potting, or adhesive operations have historically had one option: landfill or incineration.
Organically Contaminated Polymer Containers: Industrial drums and intermediate bulk containers carrying residues of oils, process chemicals, or organic solvents cannot enter mechanical recycling streams without decontamination. The contamination concentration problem — not the polymer itself — is the barrier.
Carbon Fiber and Glass Fiber Reinforced Polymers (CFRP/GFRP): Shredding produces a heterogeneous fiber-and-dust mixture with no recoverable polymer fraction and significant occupational health risk from respirable fibers.
Important clarification on PCB-contaminated plastics: PCB-contaminated material is addressed separately below, because it requires a fundamentally different engineering specification than the streams listed above. Treating PCB waste as equivalent to organically contaminated containers in terms of treatment pathway is a regulatory and engineering error.

What Is Subcritical Water Hydrolysis and What Reaction Conditions Does It Create?
Subcritical water — maintained between 150°C and 374°C at pressures sufficient to keep water in liquid phase — undergoes a significant reduction in dielectric constant and a measurable increase in ionic product (Kw). This makes it an effective medium for hydrolytic cleavage of susceptible polymer bonds without added acid or base reagents under appropriate conditions.
The mechanism relevant to polymer processing: as temperature rises toward the subcritical range, water's H⁺ and OH⁻ ion concentrations increase substantially, enabling it to act as a simultaneous weak acid-and-base catalyst. This accelerates hydrolysis of bonds that are thermodynamically susceptible — primarily ester bonds, amide bonds, and certain ether linkages.
The PHANTOM system operates this reaction in a sealed, round pressure vessel. Per the manufacturer's published PHANTOM 3M3 specifications:
| Parameter | PHANTOM 3M3 Specification |
|---|---|
| Vessel diameter | 190 cm |
| Vessel material | Stainless SUS 304 |
| Max input per cycle | 3 tons |
| Output per cycle | Approximately 1.8 tons |
| Heat source | Kerosene boiler |
| Stated cycle time | 30–50 minutes (active hold phase — see note) |
| Total system weight | 12 tons |
| Footprint | 5 × 7 × 7 meters |
Critical note on cycle time: The 30–50 minute figure from the manufacturer's documentation refers to the active processing hold phase at operating temperature only. It does not include thermal ramp-up time, safe cool-down and depressurization time, or loading and unloading time. The manufacturer's own operational guidance states that realistic daily throughput should be calculated at 20–22 hours of productive processing per day. Facilities should request full cycle time disclosure — covering ramp-up, hold, and cool-down phases — as part of any site commissioning assessment.
Two Input Tracks: Why They Must Never Be Conflated
The single most important engineering discipline when specifying PHANTOM for a given facility is separating clean organic waste streams from industrial plastic and chemically contaminated streams. These are not the same application. They do not produce the same outputs. They do not necessarily use the same vessel specification.
The remainder of this article treats them as distinct tracks.
Track A — Clean Organic Waste: Food, Agricultural, and Livestock Streams
This is the primary validated application domain for the PHANTOM system as standardly specified. Subcritical hydrolysis of clean organic materials — food waste, livestock manure, fish and shell processing residues, paper, and wood — produces sterilized, deodorized compostable solid residue and an aqueous output suitable for agricultural use.
Which Polymers Hydrolyze Efficiently Under Clean Organic Processing Conditions?
For organic-based plastics processed alongside clean organic waste — food-contact PET containers, polylactic acid (PLA) packaging, polyamide casings from food processing — subcritical water hydrolysis cleaves specific bond types efficiently:
Polyesters (PET, PBT, PLA): Hydrolysis cleaves ester bonds, producing terephthalic acid and ethylene glycol (from PET) or lactic acid (from PLA). These are biodegradable or compostable outputs at appropriate treatment conditions.
Polyamides (Nylon 6, Nylon 66): Amide bonds hydrolyze under subcritical conditions, producing amino acid fractions and dicarboxylic acids — non-toxic, compostable outputs.
What Are the Outputs for Track A?
The PHANTOM specification describes three output categories from clean organic input processing:
Liquid fertilizer: Aqueous output diluted 500× for agricultural crop application. This output claim is valid only for clean organic input streams — food waste, agricultural residue, livestock manure, fishery byproduct. The manufacturer's liquid fertilizer specification is based on these clean inputs exclusively.
Solid compost: Deodorized, sterilized solid residue from organic decomposition, suitable for agricultural amendment and crop application.
Fuel fraction: Wooden building materials, paint residues, and certain plastic content from clean streams yield a fuel-suitable solid fraction for energy recovery.


Track B — Industrial Plastic Streams: What Requires Custom Engineering Specification
Industrial plastic waste streams — mixed polymers, thermoset offcuts, fiber-reinforced composites, and organically contaminated containers — require a fundamentally different engineering discussion than clean organic waste. Output quality, vessel specification, and regulatory classification all differ materially.
Which Plastics Hydrolyze and Which Do Not?
This distinction must be stated directly in any facility planning conversation:
Hydrolysis-susceptible polymers (efficient conversion under subcritical conditions):
- Polyesters (PET, PBT) — ester bond cleavage to recoverable low-molecular-weight fractions
- Polyamides (Nylon) — amide bond cleavage to amino acid fractions
- Polyurethanes — urethane linkage degradation to lower-molecular-weight compounds (efficiency varies with cross-link density)
- PLA and bio-based polyesters — effective hydrolysis to compostable outputs
Hydrolysis-resistant polymers (volume reduction only, not chemical conversion):
- Polyolefins (PE, PP, PS) — do not undergo significant hydrolytic degradation under subcritical conditions. They can be thermally softened and volume-reduced, but their output is a fuel-suitable solid residue, not a compostable or circular feedstock.
- High-density thermoset epoxies — partial swelling and surface fragmentation occurs, but complete depolymerization within short residence times is not achieved.
Practical implication for facility planners: A mixed industrial plastic input will produce a mixed output. Hydrolyzable fractions convert to organic compounds. Polyolefin fractions persist as solid residue requiring a fuel-path routing arrangement. Output planning must account for both fractions.
What Is the Correct Output Classification for Industrial Plastic Processing?
The aqueous output from industrial mixed plastic processing is not equivalent to the liquid fertilizer output from clean organic processing. It must be independently characterized before any disposal or application pathway is determined.
Industrial plastics contain a range of additive chemistries that are not destroyed by hydrothermal treatment:
- Heavy metal catalysts: Antimony trioxide (PET production), lead and cadmium compounds (legacy PVC stabilizers), organotin compounds (PVC stabilizers)
- Plasticizers: Phthalates, adipates, phosphate esters — these partition into the aqueous phase
- Flame retardants: Brominated compounds (PBDE, HBCD), phosphorus-based flame retardants
- PFAS: Per- and polyfluoroalkyl substances present in industrial coatings, film packaging, and chemical-resistant containers
- Synthetic dyes and pigments: Including heavy-metal-based pigments (cadmium yellow, chrome green)
Subcritical water hydrolysis does not destroy heavy metals. It does not destroy PFAS. It does not destroy brominated flame retardants as a class. These compounds partition into the aqueous output phase, concentrating rather than eliminating them. The aqueous output from an industrial plastic input stream must be characterized by laboratory analysis and will in most jurisdictions require treatment and disposal as regulated industrial wastewater — not agricultural effluent.
This is not a deficiency unique to PHANTOM. It is a function of input chemistry that applies to any hydrothermal treatment technology. The output characterization requirement must be factored into the total cost of ownership for all Track B applications.
The PCB and Chlorinated Plastic Question: Why This Requires a Separate Engineering Assessment
Polychlorinated biphenyl-contaminated materials and chlorinated polymers (PVC) cannot be processed under either Track A or Track B parameters without a dedicated engineering specification review. This is not a conservative interpretation — it is a function of vessel material science, reaction chemistry, and regulatory classification.
The Metallurgy Issue
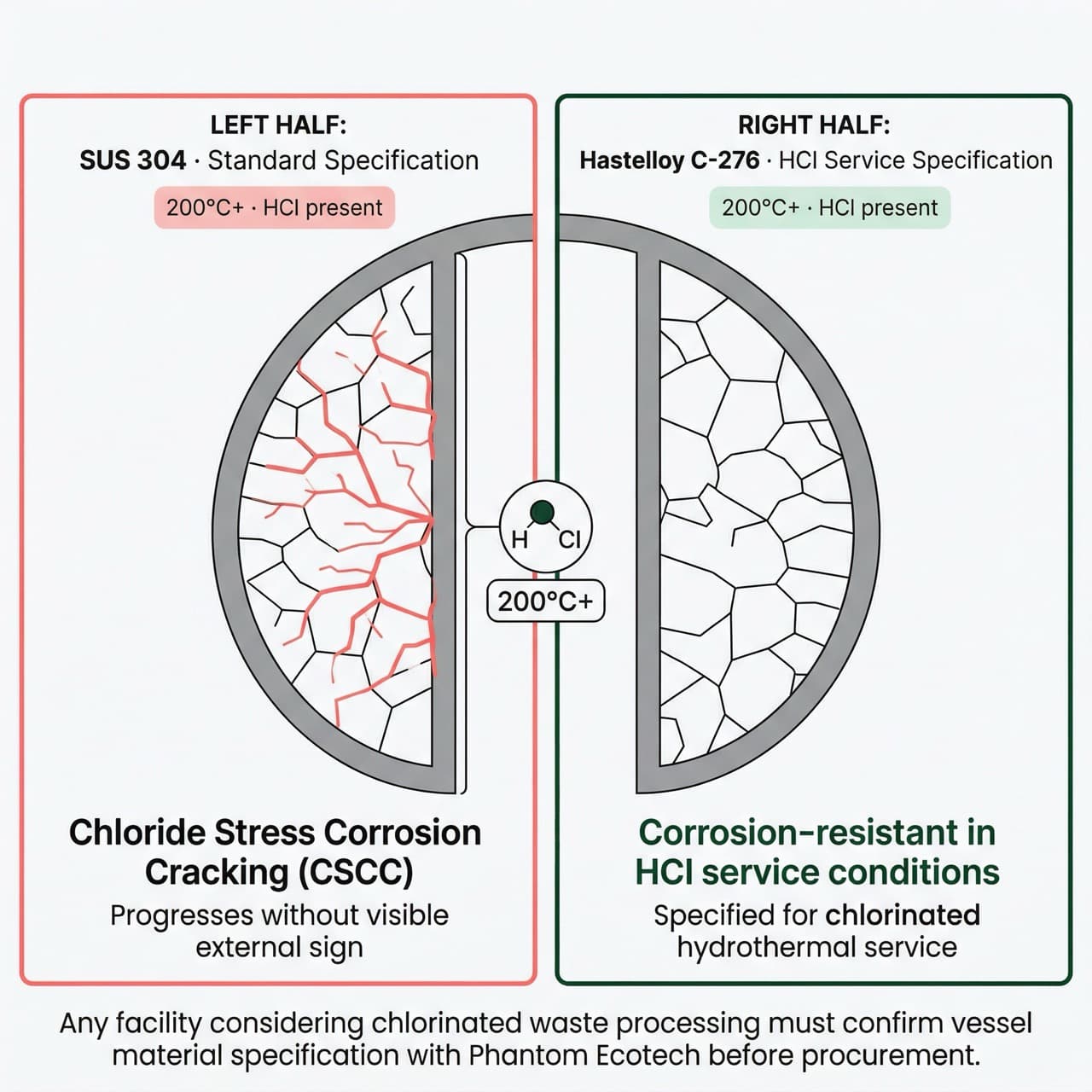
The PHANTOM system as standardly specified uses a Stainless SUS 304 pressure vessel. SUS 304 is an appropriate specification for clean organic and non-chlorinated plastic streams. It is not a suitable specification for processing input streams that generate hydrochloric acid (HCl) internally during treatment.
Processing chlorinated polymers — PVC, certain PCB-contaminated materials — under hydrothermal conditions generates HCl as a reaction product. HCl at elevated temperatures (200°C+) is aggressive to standard 304 stainless steel, which is susceptible to pitting corrosion and chloride stress corrosion cracking (CSCC). CSCC is particularly dangerous because it progresses without visible external indication until structural failure occurs. It is the specific failure mode that industrial pressure vessel standards are designed to prevent through material selection.
Industrial hydrothermal systems designed for chlorinated waste streams routinely specify high-nickel corrosion-resistant alloys — Hastelloy C-276, Inconel 625 — or titanium-lined vessels for chemical resistance in HCl-generating service conditions. Any facility considering processing of PCB-contaminated or PVC-dominant streams in the PHANTOM system must request explicit manufacturer confirmation of vessel material suitability and the applicable pressure vessel certification standard for chlorinated service before proceeding.
The Chemistry Issue
Subcritical water auto-ionization generates increased H⁺ and OH⁻ concentrations, which accelerates hydrolysis of susceptible polymer bonds. However, the dechlorination of highly stable organochlorine compounds such as PCBs — characterized by strong C-Cl bonds and resonance stabilization across the biphenyl ring system — under subcritical water conditions alone (without added alkaline reagent such as NaOH, or catalysts such as zero-valent iron) is not a reliably complete reaction within short process residence times.
The validated industrial technology for complete PCB destruction via hydrothermal treatment is Supercritical Water Oxidation (SCWO) — which operates above 374°C with oxidant injection, achieving high destruction efficiencies for stable organochlorines with documented regulatory acceptance in multiple jurisdictions.
Subcritical hydrolysis may achieve partial dechlorination of chlorinated polymers under specific conditions, but facilities relying on this pathway for regulatory PCB destruction compliance must obtain independent destruction efficiency data — validated under their specific regulatory framework and concentration ranges — before committing to this treatment approach.
The Regulatory Classification Issue
Most jurisdictions classify PCB-contaminated waste above defined concentration thresholds as requiring controlled destruction by a permitted facility with documented destruction efficiency. In the United States, TSCA sets thresholds and disposal requirements for PCB concentrations. The EU POPs Regulation and Basel Convention Annex A apply parallel frameworks internationally. Self-processing of PCB waste on-site using a treatment method without validated destruction efficiency data and regulatory acceptance presents compliance risk regardless of the theoretical chemistry.
The correct approach for PCB-contaminated streams: Contact Phantom Ecotech directly for a site-specific engineering consultation. Do not assume the standard PHANTOM specification is appropriate for chlorinated waste processing without manufacturer confirmation of vessel specification, validated destruction efficiency data for your concentration range, and regulatory acceptance confirmation in your jurisdiction.
How Does PHANTOM Compare to Competing Technologies for Industrial Plastic Streams?
For facilities evaluating incineration, high-temperature pyrolysis, and non-incineration alternatives like subcritical hydrolysis for non-chlorinated industrial plastic waste, the differentiating factors are emissions profile, output quality, infrastructure cost, and regulatory positioning.
For context on how non-hydrolyzable plastic fractions intersect with oil sludge co-processing and fuel-fraction routing, refer to our parallel analysis of hazardous plastic and oil sludge treatment options.
| Criterion | High-Temp Incineration | Pyrolysis | PHANTOM Subcritical Hydrolysis |
|---|---|---|---|
| Chlorinated stream suitability | Regulated; requires FGT scrubbing | Moderate risk; requires condensers | Requires custom vessel spec — manufacturer consult required |
| Non-chlorinated mixed polymer tolerance | High | Medium (prefers polyolefins) | High for hydrolyzable fractions; polyolefins as fuel residue |
| Output — hydrolyzable fractions | Ash + energy recovery | Oil/naphtha fraction | Organic fragments — compost/fertilizer (Track A only) |
| Output — polyolefin fractions | Ash + energy | Oil fraction | Fuel-suitable solid residue |
| Gas emissions from treatment unit | Requires FGT infrastructure | Requires condensers | Zero gas emission from PHANTOM unit |
| Dioxin risk (chlorinated input) | High without scrubbing | Moderate | Eliminated at sub-combustion temperatures; HCl to aqueous phase |
| Aqueous output treatment required | No (dry ash output) | No (oil fraction) | Yes — characterization and treatment required for Track B |
| Maintenance cycle | High (refractory, FGT systems) | Medium | Low (10-year gasket interval, boiler maintenance) |
| Regulatory trend | Increasingly restricted and taxed | Emerging compliance questions | Non-incineration classification — generally favorable |
Maintenance and Total Cost of Ownership: What the Numbers Actually Mean
Beyond the core economic and environmental benefits inherent to non-combustion systems, the PHANTOM system's operating cost structure is genuinely lower than incineration and pyrolysis equivalents — with important qualifications on what that structure covers and what it does not.
Primary operating cost per cycle: kerosene boiler fuel, approximately ¥5,000 maximum per full 3-ton active processing cycle per manufacturer specification.
Maintenance profile: the round-vessel design distributes pressure uniformly, reducing localized stress concentration. Gasket and packing replacement is specified at approximately 10-year intervals. There is no refractory lining requiring periodic replacement, no flue gas treatment system, and no continuous emissions monitoring infrastructure — all of which represent significant capital and operating cost in incineration systems.
What the stated operating cost does not include for Track B applications:
- Laboratory characterization costs for aqueous output (required for regulatory compliance with industrial plastic inputs)
- Regulated industrial wastewater treatment or permitted disposal costs for aqueous output
- Any alkaline reagent addition costs if required for specific input treatment conditions
- Additional pre-sort labor for glass, metal, and stone removal
Total cost of ownership for Track B must include these line items. For Track A clean organic waste, they do not apply.
Implementation: Pre-Assessment by Input Track
Before requesting a Phantom Ecotech site assessment, facilities should complete the following pre-assessment by input track. The answers determine system specification, output routing plan, and regulatory pathway.
Track A — Clean Organic Waste
Complete these before requesting a site assessment:
- Characterize daily and weekly volume of food waste, livestock manure, agricultural residue, or fishery byproduct
- Confirm absence of PCBs, PFAS, heavy-metal-bearing plastics, and brominated flame retardants in input stream
- Identify downstream agricultural or composting partners for liquid fertilizer and compost output
- Confirm site footprint availability (5×7×7m minimum), floor load capacity (≥12T), and kerosene fuel supply
- Establish glass, metal, and stone pre-sort protocol and inorganic waste routing
Track B — Industrial Mixed Plastics (Non-Chlorinated)
Complete these before requesting a site assessment:
- Characterize polymer types present (PET, Nylon, PE/PP, thermosets, mixed)
- Document contamination profile — oils, solvents, organic residues, dye content, plasticizer types
- Identify regulated industrial wastewater treatment pathway for aqueous output characterization and disposal
- Establish fuel-fraction routing for non-hydrolyzable polyolefin solid residue
- Confirm absence of chlorinated polymers or PCB contamination (or escalate to PCB consult track)
- Review applicable waste classification requirements under local environmental regulations
PCB and Chlorinated Streams — Consult Before Any Specification
- Do not self-specify vessel material suitability for chlorinated service. Request manufacturer confirmation of applicable vessel specification and pressure vessel certification for HCl-generating conditions.
- Obtain independent PCB destruction efficiency data validated under your regulatory jurisdiction and applicable PCB concentration range.
- Confirm regulatory acceptance of on-site treatment for your specific PCB volume and concentration.
- Identify all regulatory reporting and chain-of-custody documentation requirements before commissioning.
HTML Widget: PHANTOM Input Assessment & Compliance Checklist
PHANTOM Input Assessment: Know Your Track Before You Specify
Complete this pre-assessment before requesting a site consultation. Your input stream determines vessel specification, output routing, and regulatory pathway.
Ready to discuss your waste characterisation with Phantom Ecotech's engineering team?
Request a Site Engineering Assessment →phantomecotech.com | PHANTOM 3M3 | Subcritical Water Hydrolysis | Non-Incineration Certified
Conclusion: Correct Specification Is the Technology
Subcritical water hydrolysis is a technically sound and commercially viable treatment pathway for specific categories of difficult industrial plastic waste — within accurately stated operating parameters.
For clean organic and compatible organic-plastic streams (Track A), PHANTOM delivers on its core engineering claims: sterilization and pathogen neutralization, approximately 40% volume reduction, deodorization, and outputs with genuine agricultural value. These are real advantages over incineration and landfill.
For non-chlorinated industrial mixed plastic streams (Track B), the technology provides meaningful value in reducing volume, converting hydrolyzable fractions to organic compounds, and avoiding incineration's dioxin risk and infrastructure cost burden. Output characterization and regulated aqueous waste management are required elements of that application, not optional line items.
For chlorinated and PCB-containing streams, vessel material specification, destruction chemistry validation, and regulatory compliance pathway must all be confirmed with Phantom Ecotech and the relevant regulatory authority before any processing decision is made.
The technology does not change based on what the input stream is. The specification must change based on what the input stream requires.
Start with your waste characterization. Then, contact Phantom Ecotech to match the correct system specification to your actual input.
Frequently Asked Questions
No. Hydrolysis-susceptible polymers (polyesters, polyamides, PLA) convert efficiently to organic output fractions. Polyolefins (PE, PP, PS) are hydrolysis-resistant and produce a fuel-fraction solid residue. Thermosets undergo partial degradation with efficiency dependent on cross-link density and residence time. Input characterization determines output routing.
No. The liquid fertilizer output specification applies only to clean organic input streams — food waste, livestock manure, agricultural residue, fishery byproduct. Aqueous output from industrial plastic processing must be independently characterized by laboratory analysis and will typically require treatment and disposal as regulated industrial wastewater.
This requires direct engineering consultation with Phantom Ecotech. Vessel material suitability for HCl-generating service conditions, validated PCB destruction efficiency, and regulatory acceptance in your jurisdiction must all be confirmed before processing chlorinated streams. The standard SUS 304 specification requires manufacturer confirmation for any chlorinated waste application.
The 30–50 minute figure is the active processing hold phase at operating temperature. Total cycle time including thermal ramp-up, cool-down, safe depressurization, and loading/unloading is longer. Use the manufacturer's guidance of 20–22 productive operating hours per day as the planning baseline, and request full cycle time disclosure during your commissioning assessment.
Add aqueous output laboratory characterization costs, regulated industrial wastewater treatment or permitted disposal costs, and any pre-sort labor to your Track B TCO calculation. These costs do not apply to Track A clean organic processing.
The absence of combustion and sealed vessel operation position PHANTOM favorably in jurisdictions that restrict or levy taxes on incineration-based waste treatment. Specific permitting requirements depend on jurisdiction, input stream waste classification, and output disposal pathway. Consult your regional environmental authority and Phantom Ecotech's engineering team for site-specific permitting guidance.
Figures are for informational purposes only and do not constitute legal, financial, or procurement advice. Technical parameters should be verified with Phantom EcoTech's engineering team for site-specific applications.


