
Article Series
Why Is Mixed Plastic Waste Costing UK Manufacturers More in 2025 Than Incineration Ever Did — and Why Mechanical Recycling Isn't the Fix?
UK manufacturers generating mixed plastic waste streams now face regulatory costs exceeding £1,000 per tonne on non-recycled packaging — and the full picture of why mechanical recycling cannot solve this is essential reading before any procurement director signs off a waste contract. For a complete framework on treatment options and capital returns, start with our PHANTOM Subcritical Water Hydrolysis Machine ROI & Buyer's Guide, which covers every waste category and decision variable to help you assess the true financial impact of an on-site system. This article focuses specifically on the plastic waste compliance trap: why it compounds, why standard recycling contracts don't neutralise it, and what the cost exposure actually looks like on a CFO's desk.

How Much Is UK EPR for Packaging Actually Costing Manufacturers With Mixed Plastic Streams in 2025?
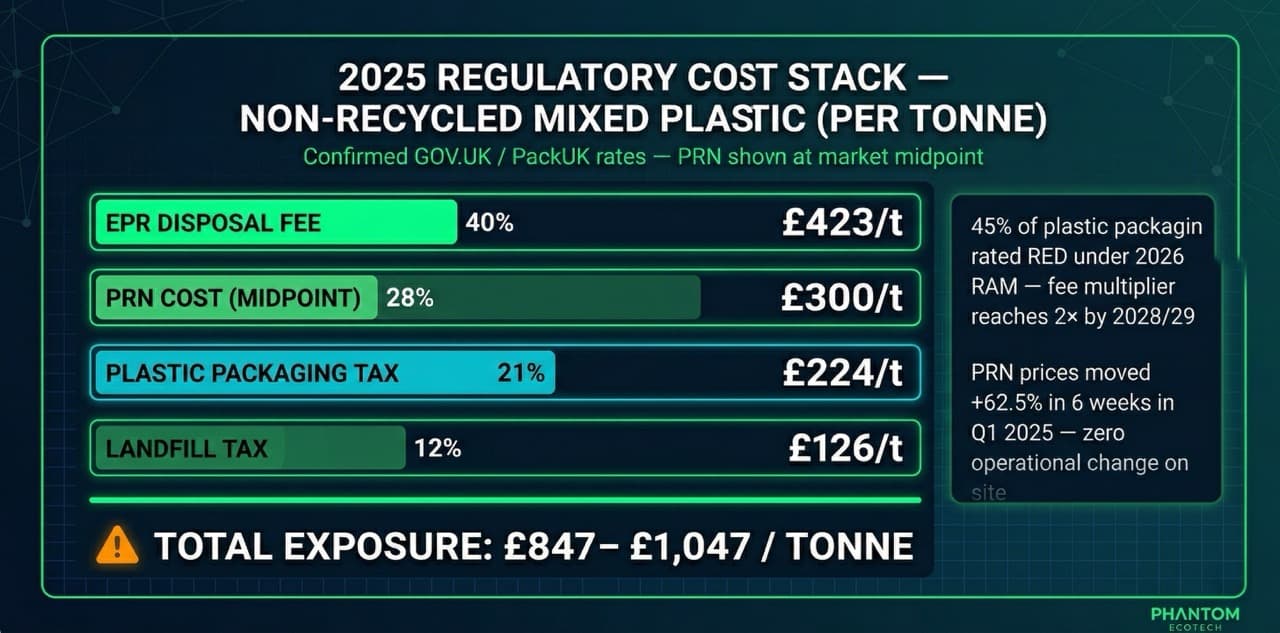
The new UK packaging EPR scheme, live from October 2025, adds a base fee of £423 per tonne on plastic packaging — the highest per-tonne charge of any common packaging material. Stack that on top of PRN obligations (currently trading at £200–£400/tonne on an extremely thin, volatile market) and the Plastic Packaging Tax (£223.69/tonne on packaging with less than 30% recycled content), and total regulatory exposure for non-recycled plastic crosses £847–£1,047 per tonne.
This is not a forecast. These are confirmed 2025 figures from GOV.UK.
The four cost lines stacking against you right now:
- EPR disposal fee: £423/tonne (base rate, Year 1)
- Plastic Packaging Tax: £223.69/tonne (packaging with <30% recycled content, from April 2025)
- PRN purchase cost: £200–£400/tonne (market-driven, highly volatile — see below)
- Landfill tax if unrecycled waste goes to ground: £126.15/tonne (April 2025 rate, up 22% year-on-year)
From April 2026, EPR fees become modulated using a Red/Amber/Green recyclability rating. Current analysis shows 45% of plastic packaging is rated Red — attracting a cost multiplier that reaches 2× the base rate by 2028/29. Multi-layer laminates, PVC formats, and most industrial film packaging are expected to sit firmly in the Red band.
This applies when your packaging is classified as household packaging placed on the UK market AND your organisation exceeds £2 million turnover with 50+ tonnes of packaging per year — it does NOT apply if your packaging is classified exclusively as non-household (commercial/industrial) transit packaging, which carries PRN obligations but not EPR disposal fees.
Scenario: A mid-size UK food manufacturer placing 200 tonnes of mixed flexible plastic packaging annually. At £423 EPR + £200 PRN + £223.69 PPT = £846.69/tonne × 200 tonnes = £169,338 annual regulatory floor. Before a single tonne is actually processed. Before gate fees. Before haulage.
Does Buying PRNs Actually Protect a UK Manufacturer From EPR Compliance Failure?
No. PRNs and EPR disposal fees are separate, parallel obligations — purchasing one does not satisfy the other. Many manufacturers entering 2025 believed the PRN system was the compliance mechanism. It is not the only one anymore.
PRNs (Packaging Recovery Notes) are certificates issued when a tonne of packaging waste is recycled or recovered. Manufacturers purchase them to demonstrate recycling obligations are met. But PRNs are traded on an unregulated, extremely thin secondary market. There is no exchange, no price floor, and no forward contract standard. A single quarterly data release showing lower-than-expected recycling volumes can send plastic PRN prices up 40–50% within days. They dropped 45% in one reporting period in 2024, then partially recovered. Budgeting for PRN costs based on an annual average is genuinely unreliable — these are not stable compliance costs, they are volatile instruments closer to commodities paper than to a predictable operating expense.
The three things PRNs cannot do:
- Satisfy EPR disposal fee obligations (these are paid directly to PackUK based on tonnage data)
- Reduce your Plastic Packaging Tax liability (PPT requires proof of 30% recycled content in the packaging itself, not a purchased certificate)
- Provide any certainty on forward cost planning (the market is opaque and reactive to administrative data releases)
This applies when you are a large producer (>£2M turnover, >50 tonnes packaging) registered with the Environment Agency — it does NOT apply to small producers, who must register and report but are not currently required to pay EPR disposal fees.
Scenario: An operations director at a plastics converter budgets £120/tonne for PRN compliance in Q1 2025 based on December 2024 prices. A March EA data release shows Q4 2024 recycling volumes 12% below projections. By mid-April, plastic PRN prices have moved to £195/tonne. The quarterly compliance cost has increased by 62.5% in six weeks — with no operational change on site.
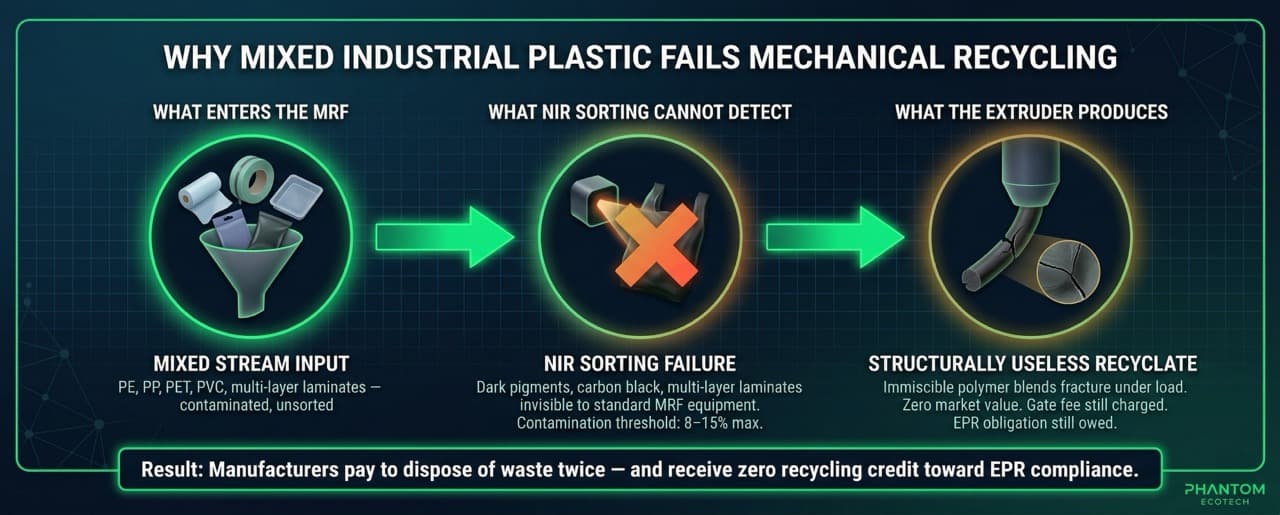
Why Does Mixed Industrial Plastic Waste Fail Mechanical Recycling Contamination Standards?
Mixed industrial plastic waste fails mechanical recycling because mechanical recycling requires pre-sorted, single-polymer, contamination-free feedstock to produce a saleable recyclate. The majority of industrial mixed plastic streams cannot meet this threshold without pre-treatment investment that typically costs more than the recyclate is worth.
Five technical reasons mechanical recycling rejects mixed industrial streams:
- Different thermoplastic polymers (PE, PP, PET, PS, PVC) are thermodynamically immiscible — blended together, they produce structurally useless recyclate with fracture points throughout
- NIR sorting equipment, the standard MRF tool, cannot detect carbon black or dark pigmented plastics — they pass as contaminants or unidentified
- Multi-layer laminates (standard in food, pharmaceutical, and industrial packaging) cannot be mechanically separated; each layer is a different polymer bonded by adhesive
- PVC is actively destructive as a contaminant: at 2% or above in a feedstock mix, it releases corrosive hydrogen chloride during processing and can render an entire batch unusable
- UK MRFs operate with contamination rejection thresholds of ~15% by weight for general plastics and ~8% for flexible film — industrial mixed streams typically exceed both
This applies to mixed post-industrial streams containing two or more polymer types, contamination from production residues, or multi-layer formats — it does NOT apply to clean, single-polymer industrial waste (e.g., virgin PE trim from a dedicated production line) which can access mechanical recycling routes directly.
Scenario: A packaging manufacturer generating 15 tonnes per week of production scrap — mixed PE/PP film, PET trays, and multi-layer snack pouches. They contract with a local MRF. On the first collection, 78% of the load is rejected due to polymer mix and contamination levels. The MRF invoices the gate fee anyway (median £82/tonne), the rejected material is sent to EfW at £121/tonne, and the manufacturer simultaneously owes EPR fees on the full original tonnage. They have paid to dispose of waste twice and received zero recycling credit.
What Is the "Import Tonnage Trap" — and Why Are Manufacturers Being Caught Off-Guard by EPR Liability They Didn't Expect?
Manufacturers often assume EPR obligation only applies to plastic packaging they manufactured. It also applies to packaging they imported. If your business imports goods in plastic packaging — even if you didn't design, produce, or commission that packaging — the imported packaging tonnage is counted toward your EPR obligation as the "first UK owner" of that product.
What this means in practice:
- A manufacturer importing machinery components in PE stretch wrap and PP strapping from an overseas supplier owns the EPR obligation on that packaging the moment it clears UK customs
- Imported finished goods sold under your brand in plastic packaging: you are the obligated producer
- Packaging supplied to your facility by a non-UK converter: your tonnage, your fee
- Group companies: EPR tonnage thresholds (£2M turnover / 50 tonnes) are aggregated across all group members — if the group total meets thresholds, every subsidiary must comply individually
This applies when you are the first entity in the UK supply chain to take ownership of packaged goods — it does NOT apply if a UK-based importer further down the supply chain takes legal ownership before the goods reach you (though this requires clear contractual evidence).
Scenario: A mid-market industrial components distributor with £3.4M turnover. They never considered themselves a "packaging producer." Annual review finds they import 38 tonnes of goods in plastic packaging. Combined with domestic packaging from their own branded products, they cross the 50-tonne threshold. First EPR invoice: £16,074. Finance director was not aware they were obligated.
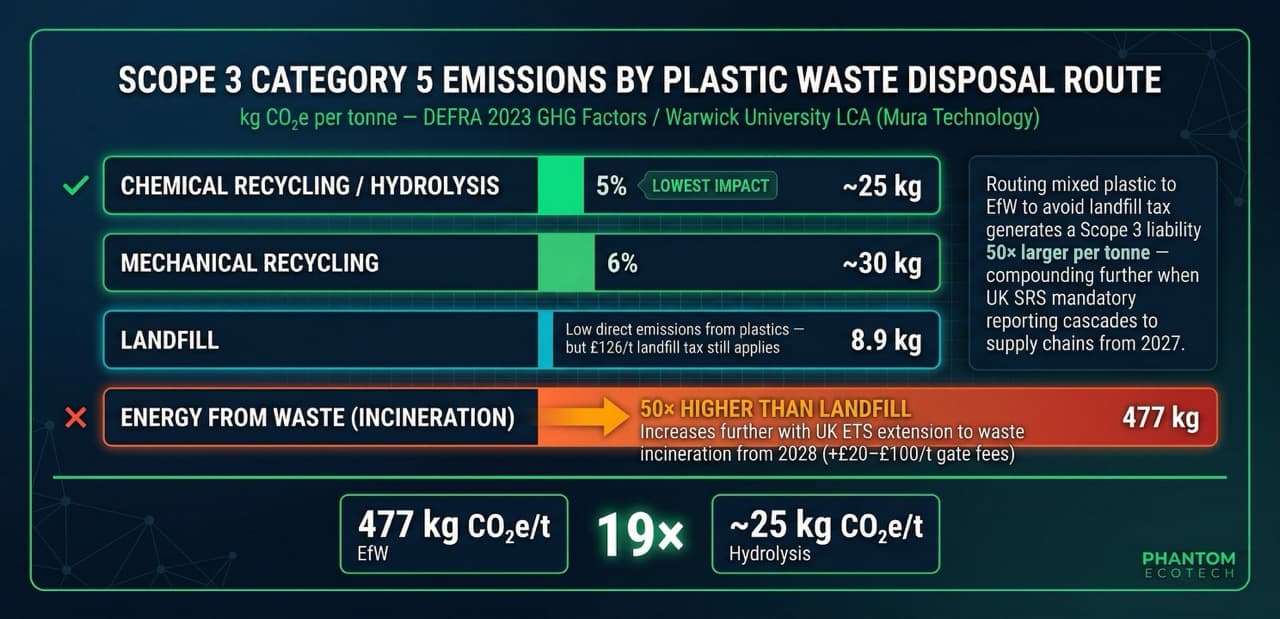
How Does Sending Mixed Plastic to Energy-from-Waste Change a Manufacturer's Scope 3 Carbon Footprint?
Sending mixed plastic to incineration (EfW) rather than landfill dramatically increases a manufacturer's reported Scope 3 Category 5 emissions, because plastics are fossil-derived and their combustion releases approximately 477 kg CO₂e per tonne of fossil carbon. Landfill generates approximately 8.9 kg CO₂e per tonne from plastics (which do not biodegrade significantly). The difference is a factor of roughly 50×.
The Scope 3 reporting paradox for plastic waste:
- Landfill: Low Scope 3 footprint from plastics specifically, but generates landfill tax at £126.15/tonne and EPR compliance costs remain
- EfW: Higher Scope 3 footprint (~477 kg CO₂e/tonne), increasing sharply when UK ETS is extended to waste incineration from 2028, adding estimated £20–£100/tonne to gate fees
- Mechanical recycling: Near-zero Scope 3 (process emissions attributed to recyclate buyer), but requires pre-sorted, uncontaminated feedstock — most mixed industrial plastic fails eligibility
- Chemical recycling/hydrolysis: Low Scope 3 with output credited as secondary raw material — not yet formally recognised under UK PPT mass balance accounting until April 2027
This applies to organisations preparing Scope 3 disclosures under GHG Protocol or ISSB-aligned UK SRS — it does NOT apply to Scope 1 or 2 reporting, where on-site energy from waste recovery is categorised differently.
In my experience reviewing waste cost models for mid-market manufacturers, the most common strategic mistake isn't underestimating EPR fees — it's routing non-recyclable plastic to EfW to "avoid landfill tax" without modelling the Scope 3 consequence. When UK SRS mandatory reporting lands for listed companies from January 2027, and cascades down supply chains via customer data requests, that decision will cost significantly more than the landfill tax it avoided. The finance director who approved the EfW contract three years ago is now explaining an elevated Scope 3 figure to a Tier-1 customer's sustainability team.
That's why understanding how plastic waste disposal interacts with your full carbon footprint is the logical next step. Our detailed guide on the manufacturing waste carbon footprint maps this relationship extensively — specifically demonstrating how each disposal route affects reported emissions and providing actionable strategies to handle customer compliance requests arriving under the new UK SRS.
What Does the UK's 324,000-Tonne Plastic Processing Capacity Deficit Mean for Manufacturers Trying to Comply?
The UK has a structural infrastructure deficit that makes mechanical recycling compliance mathematically impossible for a significant portion of industrial plastic waste — regardless of how well manufacturers sort their streams. Regulation creates the demand signal. It does not create the factories.
The infrastructure gap in numbers:
- WRAP and DEFRA have identified a 324,000-tonne shortfall in UK plastic packaging reprocessing capacity needed to meet targets
- Over 200,000 tonnes of UK plastic reprocessing capacity has been lost since 2024 as smaller operators exit the market
- Only 23% of plastic packaging placed on the UK domestic market is covered by domestic reprocessing capacity — the remaining ~77% either relies on exports or has no confirmed route
- UK plastic waste exports reached ~598,000 tonnes in 2024, with over 155,000 tonnes still going to non-OECD countries — a route under pressure from Basel Convention restrictions and an anticipated UK export ban
This applies to manufacturers whose plastic packaging has no designated UK-based mechanical reprocessing end-market — it does NOT apply to clean, single-polymer streams (e.g., clear PET, HDPE bottles) for which domestic capacity and established collection routes exist.
Scenario: A consumer goods manufacturer switches to a new multi-layer barrier film for shelf life extension. Their sustainability team confirms it is "technically recyclable." Their waste contractor cannot find a domestic MRF willing to accept it at commercial scale. The packaging earns a Red recyclability rating under RAM. EPR fees will reach 2× the base rate by 2028. The manufacturer invested in a "recyclable" format and still faces the full compliance cost structure of a non-recyclable one.
The Cost That Keeps Compounding — And the One Fix That Addresses the Root Cause
You now understand the compliance structure clearly. EPR fees. Volatile PRN markets. PPT liability. Scope 3 exposure. An infrastructure deficit that means compliance intent doesn't equal compliance outcome. Each of these is a real cost. But they are all symptoms.
The root cause is simpler: mechanical recycling requires pre-sorted, uncontaminated, single-polymer feedstock. Industrial mixed plastic waste categorically does not meet that standard. This means manufacturers are permanently trapped paying to sort, paying when sorting fails, paying gate fees when loads are rejected, paying EPR fees regardless, and paying PRN costs on top — with zero output value at the end of the chain. Every operational fix — better segregation bins, new MRF contracts, improved supplier labelling — treats the symptom, not the disease. The contamination is structural. The polymer incompatibility is chemistry. You cannot administrative-procedure your way around thermodynamics.
A study tracking UK manufacturers attempting to reroute mixed industrial plastic through contracted MRF facilities found that over 60% of loads were still rejected or downgraded within 18 months — not due to operator failure, but because the feedstock composition of mixed industrial streams cannot be resolved without capital-intensive pre-treatment that costs more than the recyclate is worth on the open market.
That is the exact problem Phantom's subcritical water hydrolysis process is designed to eliminate. If you want to understand the underlying science, exploring what subcritical water hydrolysis actually is reveals how bypassing traditional sorting limitations changes the equation entirely. By replacing the mechanical separation requirement with pressurised hot water chemistry, treating mixed industrial plastics with subcritical water hydrolysis enables the PHANTOM system to process complex streams — PE, PP, PET, PS, multi-layer laminates, contaminated film — without pre-sorting, without pre-treatment, and without polymer incompatibility constraints. For plant engineers and compliance managers who need to understand exactly which polymers hydrolyze versus which produce fuel-fraction residue, and how to correctly specify the vessel for your input stream, see Tanaka's Industrial Plastics Subcritical Hydrolysis Specification Guide. The output is recoverable as compost, fuel feedstock, or liquid fertiliser depending on material composition. EPR compliance via chemical recycling routes qualifies for PRN accreditation when output is non-fuel. The Scope 3 footprint of hydrolysis is approximately 80% lower than EfW per tonne processed. The PRN purchase requirement and the gate fee cycle both stop. For industrial operators managing hazardous organic waste streams alongside plastics — rendering residue, DAF sludge, or facilities uncertain about PCB contamination in legacy equipment — the PCB & hazardous industrial waste SWH compatibility guide covers the full classification framework and stream-level routing decision tree.
Mixed Plastic Waste — Hydrolysis vs. Mechanical Recycling (2025 Compliance Comparison)
Mixed Plastic Waste: Hydrolysis vs. Mechanical Recycling — 2025 Compliance Comparison
For UK manufacturers generating mixed or contaminated plastic waste streams. Based on confirmed 2025 regulatory rates (GOV.UK / PackUK).
| Decision Factor | Mechanical Recycling | Subcritical Water Hydrolysis (PHANTOM) |
|---|---|---|
| Accepts mixed polymer streams? | ✗ NO — single-polymer, pre-sorted feedstock required | ✓ YES — PE, PP, PET, PS, multi-layer, flexible film accepted unsorted |
| Contamination tolerance | ✗ LOW — 8–15% threshold; typical industrial loads rejected | ✓ HIGH — food residue, oils, adhesives processed without pre-treatment |
| PVC contamination handling | ✗ >2% PVC ruins entire batch; HCl equipment damage | ✓ MANAGED — subcritical water dechlorinates PVC; no equipment damage |
| EPR compliance route | ~ PARTIAL — qualifies if load accepted; rejected loads still incur EPR fee | ✓ YES — qualifies for PRN accreditation when output is non-fuel material |
| Scope 3 Category 5 impact | ~ VARIABLE — near-zero if recycled; ~477 kg CO₂e/t if diverted to EfW | ✓ LOW — ~80% lower emissions vs EfW per tonne processed |
| Plastic Packaging Tax benefit | ~ POSSIBLE — mixed stream output typically doesn't qualify | ✓ FROM APR 2027 — mass balance approach unlocks PPT recycled content credit |
| Output value | ~ LOW — mixed recyclate often negative market value | ✓ POSITIVE — fuel feedstock, compost, or liquid fertiliser by composition |
| UK infrastructure availability | ✗ CONSTRAINED — 324,000 t/yr capacity deficit; 23% market covered domestically | ~ SCALING — Mura Teesside operational; PHANTOM deployable on-site |
| PRN market exposure | ✗ HIGH — volatile market (£200–£400/t); 45% price swings possible | ✓ REDUCED — on-site processing eliminates or reduces PRN purchase dependency |
2025 Regulatory Cost Stack: Non-Recycled Mixed Plastic (per tonne)
Find out how PHANTOM subcritical water hydrolysis handles your specific mixed plastic waste stream — and what it means for your EPR, PRN, and Scope 3 position.
Get a PHANTOM Assessment →UK EPR Plastic Compliance Risk Checker
UK EPR Plastic Compliance Risk Checker
Tick each statement that applies to your operation. See your exposure profile instantly.
Risk factors identified: 0 of 7
Check any items above that apply to your operation.
Frequently Asked Questions
Yes. Under the Producer Responsibility Obligations (Packaging and Packaging Waste) Regulations 2024, imported packaging tonnage counts toward your EPR obligation as the first UK owner of the packaged goods. Organisations exceeding £2 million turnover and 50 tonnes of packaging annually must register, report biannually, and pay EPR disposal fees from October 2025.
Mixed industrial plastic streams fail because mechanical recycling requires single-polymer, pre-sorted, uncontaminated feedstock. UK MRFs operate with contamination thresholds of 8–15% by weight. Multi-layer laminates, PVC contamination above 2%, and dark pigmented plastics (invisible to NIR sorting) all cause load rejection. Industrial mixed streams typically exceed these thresholds, resulting in gate fees charged on rejected loads while EPR obligations remain.
Sending plastic to incineration generates approximately 477 kg CO₂e per tonne under Scope 3 Category 5 — roughly 50 times higher than landfill disposal (8.9 kg CO₂e per tonne). This liability increases further from 2028 when the UK Emissions Trading Scheme expands to waste incineration, adding an estimated £20–£100 per tonne to EfW gate fees.
If your business imports goods in plastic packaging — even packaging you didn't design or commission — the imported packaging tonnage counts toward your EPR obligation as the first UK owner. This applies to PE stretch wrap and PP strapping on imported machinery, finished goods sold under your brand, and packaging from non-UK converters. EPR tonnage thresholds are also aggregated across all group companies.
No. PRNs and EPR disposal fees are separate, parallel obligations. Purchasing PRNs demonstrates recycling obligations are met, but it does not satisfy EPR disposal fees (paid directly to PackUK) or reduce Plastic Packaging Tax liability (which requires 30% recycled content in the packaging itself). PRN prices are also highly volatile — moving 40–50% within days on administrative data releases — making them an unreliable planning instrument.
Subcritical water hydrolysis replaces the mechanical separation requirement with pressurised hot water chemistry, enabling the PHANTOM system to process mixed streams — PE, PP, PET, PS, multi-layer laminates, contaminated film — without pre-sorting or pre-treatment. Output is recovered as compost, fuel feedstock, or liquid fertiliser. EPR compliance via chemical recycling routes qualifies for PRN accreditation when output is non-fuel, and Scope 3 footprint is approximately 80% lower than EfW per tonne processed.
Key Sources & Citations: GOV.UK / PackUK EPR for Packaging 2025 rates · WRAP UK Plastic Pact Annual Report 2024 · DEFRA Plastic Packaging Tax guidance (April 2025) · Environment Agency PRN market data Q1 2025 · GHG Protocol Scope 3 Category 5 · DEFRA 2023 GHG Conversion Factors · Warwick University LCA / Mura Technology · Basel Convention Annex on plastic waste export restrictions · UK Emissions Trading Scheme expansion consultation 2024 · UK Sustainability Reporting Standards (UK SRS) ISSB alignment timeline
Disclaimer: The information in this article is for general informational purposes only and does not constitute legal, regulatory, financial, or procurement advice. Regulatory figures, fee rates, and compliance thresholds are based on publicly available GOV.UK and PackUK data at the time of publication and are subject to change. Always verify current rates and compliance obligations with the Environment Agency, your legal advisers, and qualified waste management professionals before making operational or procurement decisions.



